аппарат для соединения армированных и полиэтиленовых изделий, видео по теме
Сварка полипропиленовых труб в современном строительстве отыгрывает существенную роль. Большинство пластиковых водопроводов как бытовых, так и промышленных соединяют посредством сварки.
Для осуществления сварки полипропиленовых труб своими руками таких диаметров, которые постоянно используются в системах отопления, водоснабжения и канализации, вполне достаточно применения обычного набора инструментов.
А именно:
- сварочного аппарата;
- держателя для труб;
- нагревающих насадок;
- шаблона отверстий;
- подставок;
- рулетки;
- ножниц;
- болтов крепления насадок;
- уровня;
- шестигранного ключа;
- и набора гаечных ключей.
Советы и правила в подготовке к сварке полипропиленовых труб
Для сварки негабаритных изделий используют компактный переносной аппарат для сварки полипропиленовых труб до 1500 Вт мощностью, который работают от сети в 220В.
Одними из наиболее значимых элементов сварочного аппарата являются насадки, нагревающие как внутреннюю, так и внешнюю поверхность свариваемых труб водопровода системы внутриквартирной городской или загородной канализации автономной.
Каждая насадка сделана из двух деталей. Трубу подсоединяют к детали, снабженной отверстием. Вторая деталь насадки вставляется в фитинг. Насадки должны быть установлены и зафиксированы до начала процедуры нагрева.
Насадки покрыты тефлоновым напылением, которое позволяет держать насадки в чистоте, предотвращая налипание расплавленного полипропилена, а также способствует правильному течению сварочного процесса двух однородных элементов. Сварка армированных полипропиленовых труб
Для обеспечения чистоты покрытия из тефлона, его следует тщательно оберегать от повреждений. А чтобы продлить период эксплуатации насадок, следует защищать их от соприкосновения с инструментами из металла, контакта с маслом или грязью, избегать ударов.
При использовании сварочного аппарата за пределами мастерской, например, при замене труб в квартире, его необходимо устанавливать на специальной подставке. Резку труб до 63 мм диаметром производят с помощью ножниц или специального резака. Касательно труб большего диаметра, то здесь применяют ножовку по металлу либо специальные ножницы.
Резку труб до 63 мм диаметром производят с помощью ножниц или специального резака. Касательно труб большего диаметра, то здесь применяют ножовку по металлу либо специальные ножницы.
Инструкция по сварке полипропиленовых труб
Сварка полипропиленовых труб осуществляется следующим образом.
А именно:
- Отрезают кусок трубы необходимой длины строго перпендикулярно продольной оси трубы.
- Отмеряют и отмечают глубину сварки от конца трубы. Трубы с алюминиевым слоем перед сваркой очищают от наружного полипропиленового слоя и удаляют специальным инструментом алюминиевую фольгу.
- Очищают поверхности полипропиленовых элементов, подлежащих сварке, затем включают сварочный аппарат.
- Аппарат должен разогреться до температуры в 260 градусов, и после выключения контрольного индикатора можно начинать сварку.
- Проверяют наружную поверхность трубы, а также внутреннюю сторону фитинга на предмет достаточного нагрева (необходимо удостовериться, что пластик достаточно мягок).

- Фитинги и трубы нагревают одновременно, а по окончанию нагрева вставляют трубу в фитинг и прижимают строго в направлении оси, не двигая и не изменяя положения деталей в процессе их сплавления, начиная с первой секунды соединения.

О том, как осуществляется сварка полиэтиленовых труб – видео, представленное в сети Интернет, может дать не менее подробное представление.
Расчетная таблица времени сварки в зависимости от диаметра свариваемых элементов
Совет! Чтобы сварка труб из полипропилена прошла согласно установленному технологическому процессу, нужно строго соблюдать время нагрева, указанное в таблице.
При нагреве деталей дольше предусмотренного времени пластик слишком сильно расплавится, и детали потеряют форму. Если нагреть детали недостаточно, они не смогут достичь нужного для сварки состояния, что в дальнейшем скажется на герметичности соединения.

- Расчетное время, затрачиваемое на нагрев, соединение и остывание полипропиленовых труб, выбирается в зависимости от их диаметра.
По окончанию нагрева обязательно следует быстро и одновременно вынуть трубу и фитинг из нагревающей насадки, а затем совместить элементы воедино до упора.
При этом сваркапредполагает упругое сжатие пластиковой трубы и упругое растягивание фитинга, в результате чего поверхности нагретых свариваемых элементов оказывают давление друг на друга, тем самым вытесняя воздух и обеспечивая диффузию расплавленных материалов во время процедуры совмещения фитинга с трубой.
Естественно, что расплавленные поверхности остывают быстро, а на скорость остывания влияет глубина прогрева (т.е. продолжительность нагрева). Следовательно, максимально возможное время извлечения из сварочного аппарата и совмещение свариваемых деталей зависит от диаметра трубопровода, который сваривается.
В случае соблюдения всех правил и периодов, после совмещения элементов, получится цельная полипропиленовая деталь.
Сразу после совмещения, когда нагретые слои полипропиленовых труб еще сохраняют пластичность, наступает так называемая фаза фиксации, во время которой детали должны быть надежно зафиксированы на период, который также указан в таблице.
По истечению указанного периода трубы теряют эластичность, остыв примерно до 40 градусов, после чего сварка полипропиленовых труб является завершенной. Теперь можно не бояться возможных перекосов и начинать эксплуатацию трубопровода.
Как правильно паять полипропиленовые трубы
15 сентября 2019ЛикбезСделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
Поделиться
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2.
 Составьте схему трубопровода
Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
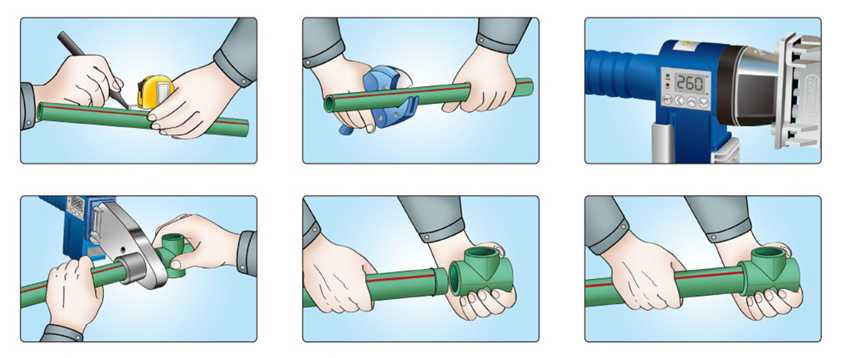
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом.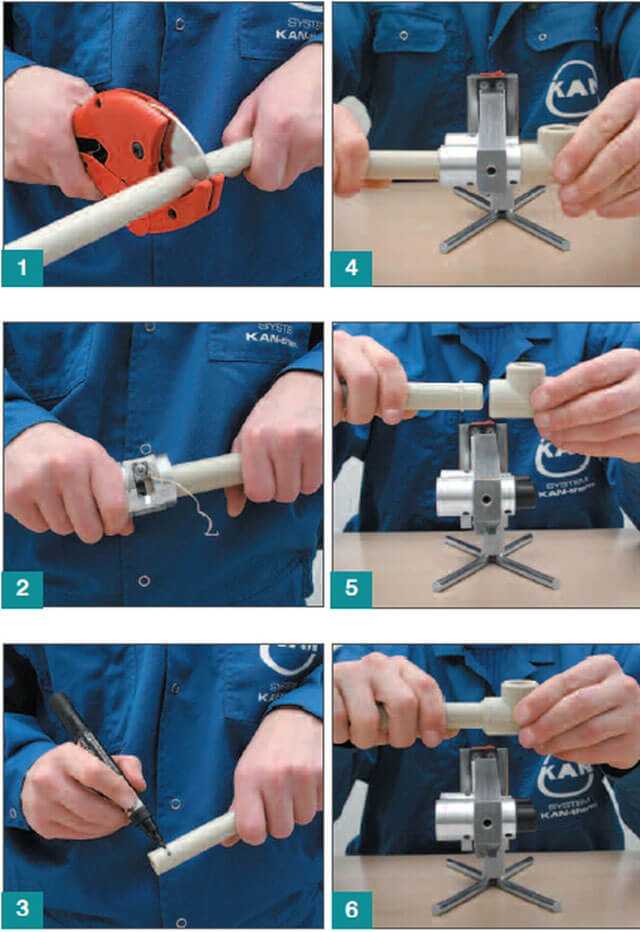 Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV Miano
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
как правильно сварить полипропиленовые трубы
Хотите отремонтировать или заменить коммуникации из полимерных труб? Согласитесь, неплохо сэкономить на вызове мастера, собрав новый трубопровод самостоятельно. Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
В нашей статье подробно описана технология сварки полипропиленовых труб – соединить их своими руками сможет любой начинающий сантехник. Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеоролики, демонстрирующие пошаговый процесс сварки полипропилена, и фотоиллюстрации.
Содержание статьи:
- Трубы и монтажные принадлежности
- Способы соединения полимерных труб
- Соединительный инструмент
- Основные этапы технологии пайки
- Этап №1 — расчет материала и комплектующих Этап №
- 1 — пайка элементов трубопровода
- Краткая фотоинструкция по сварке ПП труб
- Типичные ошибки монтажа
- Сборка элементов без пайки
- Вариант №1 — установка компрессионного фитинга
- Вариант №2 — склейка элементов
- 2 Выводы и полезное видео по
в теме
Трубы и монтажные принадлежности
Одно из неоспоримых достоинств полимерных труб — простота монтажа.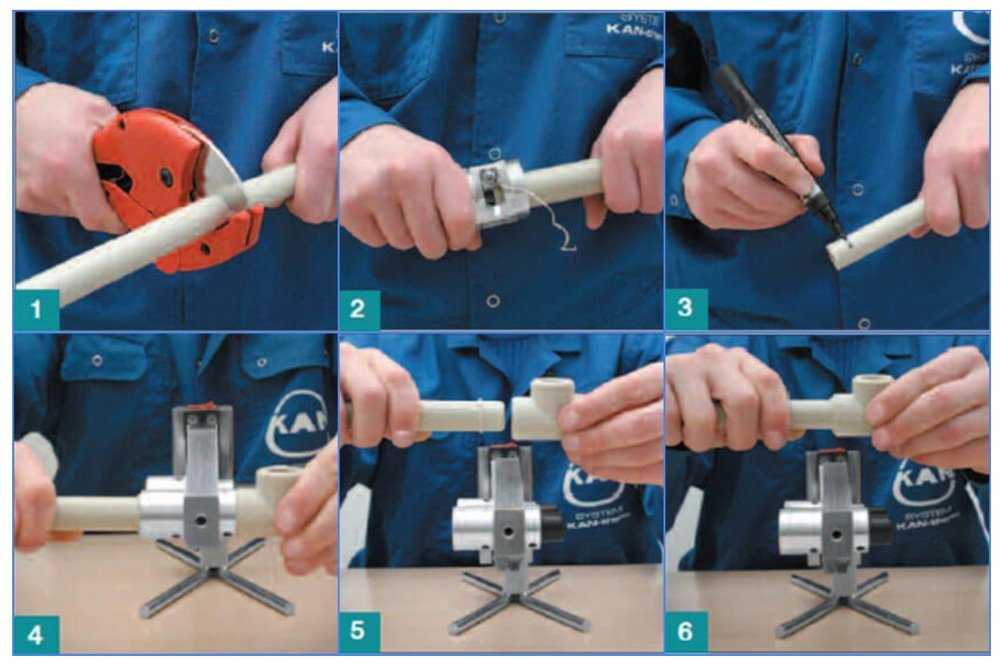
Установка элементов может производиться практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена выполнена правильно, то собранная система исправно прослужит несколько десятков лет без ремонта
Полимерные трубы выпускаются диаметром от 20 до 110 мм. В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В маркировке обозначается буквами «PN» :
- PN 10 — выбрать для обустройства холодного водоснабжения.
- PN 16 — применяется для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- ПН 20 — изделия, единственным ограничителем которых является температурный режим транспортируемых по ним жидкостей. Она не должна превышать 75 °С.
- ПН 25 — универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает 90°С.

В продаже можно найти полимерные изделия, оснащенные дополнительным армированием.
Армированные изделия применяются для прокладки на протяженных участках в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории проложенной магистрали осуществляются только с прямых участков, соединенных между собой вспомогательной арматурой:
- крестовина — для возможности разветвления основного потока;
- тройники — умножители потока;
- Муфты — для соединения труб на прямом участке;
- отводы — для изменения направления трубопровода.
Арматура может быть оснащена закладной металлической резьбой, что позволяет соединить полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов в зависимости от условий монтажа применяют один из двух способов:
- Пайка — предполагает нагрев и соединение оплавленных концов элементов.
- Без пайки — предполагает соединение труб с помощью компрессионных фитингов или с применением так называемой «холодной» сварки.
Второй способ установки удобен тем, что для его осуществления нет необходимости использовать специальное оборудование. Всю работу можно выполнить с помощью простого инструмента – обжимного ключа.
Фотогалерея
Фото
Устройство для соединения ПП труб
Насадки и оправки на сварочный аппарат
Работа сварочного аппарата для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовая труба с толщиной стенки более 4 мм и диаметром более 50 мм соединяется методом стыковой сварки:
Галерея изображений
Фото
Устройство для стыковой сварки ПП трубы
Комплект нагревательных дисков для сварки
Раскряжка полимерной трубы перед стыковой сваркой
Нагрев трубы на сварочном аппарате
Инструменты для соединения
Основным инструментом для соединения пластиковых труб является утюг для сварки. Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Разогревает до заданной температуры печку, которая нагревает форсунки. Терморегулятор отвечает за поддержание оптимальной температуры форсунок. Пайке и типичным ошибкам при соединении полипропиленовых труб посвящена статья, с которой советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный аппарат, оборудованный посадочными местами для размещения муфты для труб и оправок для фитингов
В комплекте с утюгом идут нагревательные насадки стандартных размеров. Нагреваясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбираются в зависимости от диаметра применяемых труб:
- 20-й размер — для труб диаметром полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.

Так как стоимость такого сварочного аппарата довольно высока, а использовать его уже не так часто нужно, приобретать оборудование нет смысла. Инструмент лучше арендовать на день или два.
Для качественной резки и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент — . С ее помощью можно получить ровный, ровный и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент снабжен обрезиненной рукояткой
За неимением трубореза работу можно производить болгаркой или ножовкой по металлу. Единственное — на месте среза после таких инструментов остается бахрома. Но удалить его не составит труда, зачистив полоску наждачной бумаги.
Кроме основных инструментов для работы вам также понадобятся:
- квадрат;
- лента строительная;
- простой карандаш или маркер.
При планировании соединения труб методом холодной сварки необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластичный аналог на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа сантехники или полимеров являются тщательный расчет необходимого материала и качественно выполненная сварка элементов.
Этап №1 — расчет материала и комплектующих
Чтобы облегчить себе работу, тем самым свести к минимуму ошибки при монтаже, первым делом необходимо нарисовать схему будущей системы, указав на ней количество витков и ответвлений. При расчете количества труб к каждой длине отрезка следует прибавить 25-40 мм, затраченных на «проходку».
Цена полимерных изделий и фасонных элементов, необходимых для их монтажа, невысока, а потому на случай брака спаянных пар, которые часто возникают в начале эксплуатации, имеет смысл делать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют даже приобрести несколько отрезков труб для предварительной подготовки. Такие затраты обойдутся недорого и позволят избежать грубых ошибок при установке системы.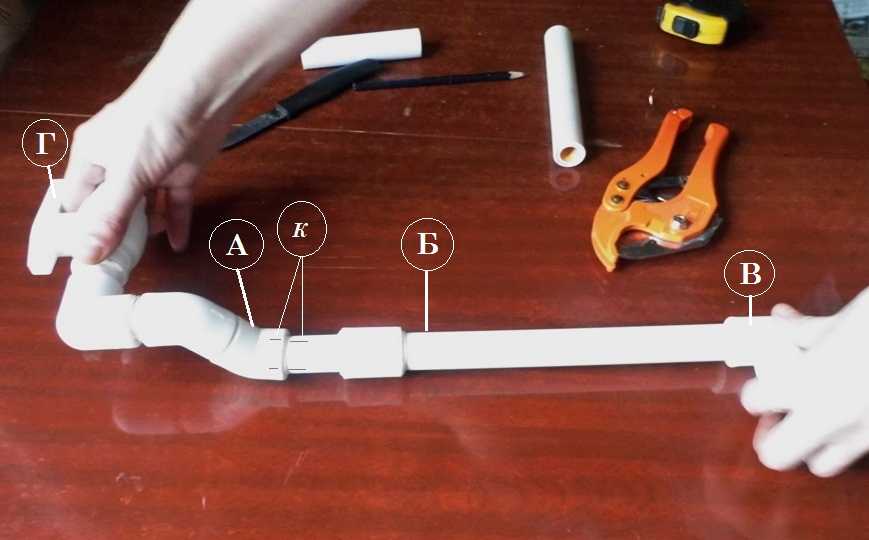
Особенностью является увеличение коэффициента линейного расширения под действием высоких температур.
В результате: при нагреве или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Для предотвращения этого явления при прокладке участков длиной более 4-5 метров также необходимо будет использовать компенсаторы.
Компенсаторы представляют собой П-образные соединительные элементы в виде завернутых петель, обеспечивающие надежность системы при ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, устанавливая их между двумя неподвижными опорами. При необходимости можно приобрести компенсаторы специальной модификации, позволяющие исключить линейное расширение на угловых изгибах трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы не было протечек в местах стыков.
Этап №2 — пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под воздействием высокой температуры концы состыкованных элементов нагреваются и плотным прижатием друг к другу соединяются.
Для создания прочного соединения при выполнении пайки сама труба нагревается снаружи, а вспомогательные элементы, участвующие в ее соединении, нагреваются изнутри. На рисунке порядок действий: 1 — сделать разметку; 2 — разминка нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 — выдерживаем рекомендуемое количество секунд до охлаждения
Перед началом работ нарезанные на заданную длину отрезки труб устраняют неровности и заусенцы. Если в трубе предусмотрен слой внутренней или внешней фольги, его необходимо предварительно очистить торцовочным резаком, снабженным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с помощью поперечной фрезы труба должна быть заглублена в инструмент до упора.
Работы по сварке пластиковых труб своими руками выполняются в следующей последовательности:
- Подключить к электросети с целью прогрева оборудования до оптимальной температуры 260-270°С.
- Соединяемые отрезки труб одновременно надеваются на патрубки, обеспечивая максимально ровный вход. Эту работу нужно делать быстро и уверенно.
- Выдержав указанное в инструкции время до расплавления фитингов и концов труб, снимают элементы с патрубков нагрева.
- Соедините расплавленные концы вместе, слегка сжимая друг друга в течение 15-20 секунд.
- Склеиваемые детали оставляют в статичном положении, чтобы шов полностью остыл и соединение стало монолитным.
 Эту работу нужно делать быстро и уверенно.
Эту работу нужно делать быстро и уверенно.Продолжительность нагрева можно определить из инструкций, прилагаемых к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева для достижения полной полимеризации состыкованных элементов зависит от диаметра изделий и толщины их стенок
Нельзя пренебрегать требованиями к времени нагрева, указанными в таблице. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерный перегрев приведет к тому, что полипропилен «потечет», а детали деформируются.
В результате: на внутренней поверхности сварных швов образуются выступы, что позволит значительно уменьшить диаметр трубопровода.
Для того чтобы иметь возможность контролировать глубину входа сегментов в нагревательный элемент, уменьшая тем самым вероятность брака, на их концах желательно предварительно сделать надрезы. Условные обозначения: 1 — обогрев двух отрезков полипропиленового трубопровода; 2 — своевременное снятие патрубков с паяльника; 3 — соединение двух элементов друг с другом; 4 — на трубе отмечена глубина шва для правильного соединения
После завершения полимеризации и затвердевания, которое занимает около 20 секунд, соединение готово. По той же технологии все последующие узлы припаиваются до упора, при этом система отопления или не будет полностью собрана.
В статье приведены температурные параметры, с которыми самостоятельным домашним мастерам обязательно следует ознакомиться перед началом работы.
Краткая фотоинструкция по сварке ПП труб
Следующая подборка пошаговых фото поможет наглядно представить последовательность работ по сборке полипропиленового трубопровода и соединению его частей:
Фотогалерея
Фото
Режем полипропиленовые трубы по проектным размерам. Учитываем глубину «входа» трубы в фитинг
Учитываем глубину «входа» трубы в фитинг
Подбираем оправку и насадку соответствующего диаметра, устанавливаем их для нагрева на утюг и включаем прибор. Перед первой сваркой его необходимо прогреть не менее 5 минут
Примеряем соединяемые детали. Отметьте край фитинга на трубе, указав глубину погружения привариваемой детали
Протирание стыков неармированных труб любым спиртосодержащим средством для удаления жира, мешающего полимеризации Это. Затем шейвером освобождаем отмеченный участок трубы от внешнего слоя ПП
Помимо внешнего слоя ПП, с присоединяемого участка трубы 9 удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем.0003
Нагреваем соединяемые детали на оправке и насадке, закрепленной на утюге. Время прогрева зависит от толщины стенки трубы.
Снимаем с утюга нагретые на приборе детали и производим быстрые соединения уверенным движением, не поворачивая их вокруг собственной оси
Шаг 1: Нарезка труб по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Маркировка соединительных участков
Шаг 4: Обезжиривание склеиваемых поверхностей
Этап 5: Подготовка к соединению армированной трубы
Этап 6: Удаление армирующей фольги трубы
Этап 7: Установка свариваемых деталей на чугун
Этап 8: Соединение сварных деталей
Типичные ошибки монтажа
основные ошибки, которые допускают новички при работе с полимерными изделиями:
- Нагрев деталей . В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Стыковать полимеризованные концы . При нажатии на расплавленные концы элементов нельзя вращать детали вокруг своей оси. Это может привести к тому, что шов будет недостаточно прочным.
- Выравнивание . При стыковке элементов допускается лишь незначительная корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
 В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.Еще один важный момент: при пайке штуцеров с фитингами необходимо учитывать расположение клапанов, обеспечив им свободный полный ход.
Нагретый полипропилен так быстро остывает, что уже через час с момента завершения монтажа можно смело подавать воду в систему
Если после соединения элементов в виде какого-либо шва возникают сомнения, то стык лучше разрезать и переделать это.
Дефекты лучше устранять на этапе монтажа конструкции, так как заменить негерметичный стык в работающей системе гораздо проблематичнее.
Сборка элементов без пайки
Использование компрессионных фитингов и современных клеев позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными затратами.
Вариант №1 — установка компрессионного фитинга
Для реализации данного способа соединения потребуется приобрести компрессионные фитинги и использовать обжимной ключ.
Компрессионные фитинги снабжены уплотнительными прижимными кольцами, выполняющими роль демпферов при ударных импульсных нагрузках (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На отрезанный под прямым углом конец трубы надевается синяя гайка и зачищается от заусенцев. При размещении белого обжимного кольца необходимо придать ему положение, в котором утолщенная часть направлена в сторону хвоста трубы.
- Труба вставляется в фитинг до упора, максимально вдавливая зажимное кольцо.
- Затяните синюю гайку, «наживляя» ее сначала рукой, а затем усилителем с помощью ключа.

Сборка компрессионных фитингов не требует специальных знаний и навыков. Изделия поставляются готовыми к установке на продажу. Их монтаж можно производить при любых температурных режимах.
Вариант №2 — склеивание элементов
Клеевой метод используется для сборки водопровода, по которому планируется транспортировать только холодную воду. Для применения метода «холодной» сварки потребуется использовать «агрессивный» клеевой состав типа ЛН-9.15.
Клей способен растворять поверхности соединяемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
В целях защиты кожи рук от случайного попадания состава и «разъедания» его активные компоненты, процедуры склеивания лучше проводить в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверить соответствие углов среза соединяемых участков и отметить карандашом места склейки.
- Концы соединяемых труб очищаются и обезжириваются.
- На торцы труб и в зону раструбов арматуры ровным слоем наносится клеевой слой.
- Отрезки труб вставляют в отверстия штуцера, ориентируясь на отметки, сделанные карандашом. Конструкцию выдерживают в фиксированном положении три минуты, после чего излишки состава удаляют салфеткой.
- Комбинированные элементы раскладывают на ровной поверхности и оставляют на 5-6 часов до полного высыхания.
Пропустить воду для проверки качества склеивания можно только через сутки после завершения монтажа.
При реализации важно соблюдать два основных условия: температурный и влажностный режимы. Все работы необходимо производить при температуре воздуха +5, +35°С. При склеивании в жаркую погоду работы следует выполнять как можно быстрее, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склейки труб вы можете узнать из следующих видео:
Видео №1. Как паять трубы:
 youtube.com/embed/FTZ_Rtu4a_w»>
youtube.com/embed/FTZ_Rtu4a_w»>
Видео №2. Сборка водопровода без пайки:
Работа на самовыравнивающихся полипропиленовых трубах даже у начинающего мастера не должна вызвать особых затруднений. Нужно только четко и добросовестно соблюдать все технологические нормы. И тогда собранный своими руками трубопровод порадует вас безотказной работой.
Комментарии пишите в блоке ниже. Задавайте вопросы по спорным вопросам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты со своим мнением, размещайте фотографии по теме статьи.
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения поверхностей размягченных термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, поскольку они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сварить пластик: основные этапы
Создание идеально смешанного пластика может быть кропотливой задачей, особенно если вы новичок. Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего места
Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — это защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного и того же материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Сожмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать соединения на месте: Перед включением фонарика убедитесь, что вы сформировали желаемое соединение. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Предварительно прогрейте сварочный пистолет не менее 2-3 минут: Различные пластмассы плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0051 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет. №
Отшлифуйте сварной шов: Для однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сварить пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для выделения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Для сварки пластмасс не требуются расходные материалы.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Ваши рабочие инструменты всегда будут определять вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. В стандартах DVS особое внимание уделяется прочной, структурной и молекулярной сварке,
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.