Ворота из профильной трубы своими руками: расчеты и алгоритм
Ворота, произведенные из трубы профильного сечения — доступны по цене, легки в исполнении, поэтому пользуются популярностью среди домовладельцев. Тем более, что их несложно сделать самостоятельно.
Содержание
- Преимущества профильной трубы для изготовления ворот
- Как изготовить ворота самостоятельно
- Подготовительные работы
- Пошаговая инструкция
- Распашные ворота
- Откатные ворота
- Варианты отделки
Преимущества профильной трубы для изготовления ворот
Труба из профиля, как основной материал для создания ворот, востребована, популярна и часто используется благодаря следующим достоинствам:
- низкая стоимость;
- высокая прочность и при этом небольшой вес;
- удобство монтажа – профиль податливый, легко вырезать детали, сваривать заготовки, соединять саморезами.
Но наряду с плюсами есть и недостатки:
- Слабая устойчивость к коррозии.
 Высокая влажность окружающей среды и жидкость, проникающая внутрь конструкции, постепенно приводит к образованию ржавчины.
Высокая влажность окружающей среды и жидкость, проникающая внутрь конструкции, постепенно приводит к образованию ржавчины. - Наносить грунтовку и краску на поверхность труб неудобно, что значительно затягивает время установки.
- При неаккуратном обращении и ошибках при установке каркас часто деформируется.
 Высокая влажность окружающей среды и жидкость, проникающая внутрь конструкции, постепенно приводит к образованию ржавчины.
Высокая влажность окружающей среды и жидкость, проникающая внутрь конструкции, постепенно приводит к образованию ржавчины.Как изготовить ворота самостоятельно
Прежде чем приступать к изготовлению ворот, важно определиться с выбором материала, сделать чертеж и необходимые расчеты, подготовить инструменты и материалы, и только потом приступать к монтажу, соблюдая пошаговую инструкцию.
Подготовительные работы
Для правильного расчета, составления проекта, чертежей и смет на материалы и монтажные работы по производству и установке ворот, следует тщательно продумать все нюансы:
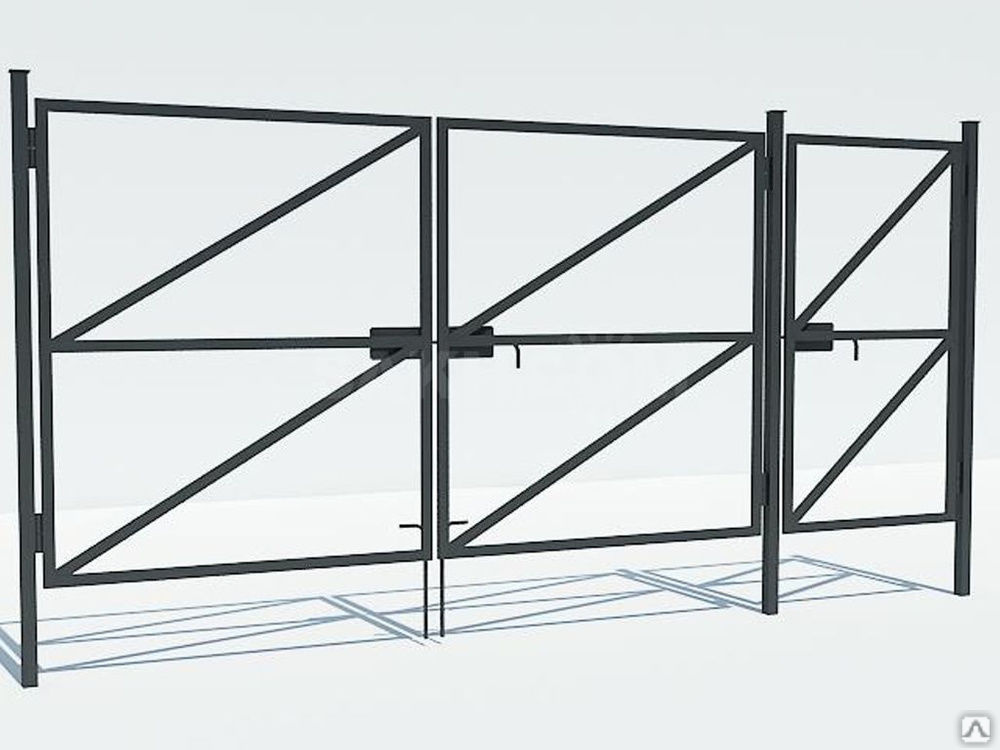
- Выбрать конструкцию, определить надобность установки автоматики. Ворота можно сделать цельными, на несколько створок, откатными.
- Продумать обшивку и цветовой тон каркаса.
- Выполнить необходимые замеры. Во двор должен беспрепятственно въехать не только личный автомобиль владельца, но и машины различных коммунальных, медицинских, пожарных служб. Кроме этого, учесть нужно площадь, необходимую воротам для распахивания.
- Разработать подробный чертеж с указанием размера и месторасположения калитки, дополнительными петлями, элементами усиления, подключение автоматических устройств.
- Согласно выполненному эскизу, определяется метраж трубы и необходимое количество обшивки, закупается материал.

Рекомендации по выбору материала
При выборе профильной трубы в качестве материала для выполнения ворот встает вопрос, какой сорт, вид и размер трубы будет оптимальным для конструкции.
Чаще всего для производства въездных ворот применяют квадратные или круглые трубы, овальная конфигурация используется крайне редко.
Ценовая политика определяется тем, из какого материала изготовлена трубная продукция. Так углекислая сталь – это более бюджетный вариант, но надо отдавать себе отчет, что выбирая трубы из этого материала, нельзя рассчитывать на то, что конструкция ворот будет прочной и прослужит долго. Оцинкованные трубы стоят дороже, но устойчивы к коррозии, поэтому имеют больший срок службы.
Так углекислая сталь – это более бюджетный вариант, но надо отдавать себе отчет, что выбирая трубы из этого материала, нельзя рассчитывать на то, что конструкция ворот будет прочной и прослужит долго. Оцинкованные трубы стоят дороже, но устойчивы к коррозии, поэтому имеют больший срок службы.
Для ворот оптимальным будет приобретение сварных холоднокатаных профилей. Толщина стенки труб при одинаковом диаметре может различаться вдвое.
Обратите внимание! Для изготовления каркаса забора, наилучшей и обеспечивающей прочность будет толщина 1,5-2 мм. Большая, сделает изделия дороже и тяжелее, что нецелесообразно в данном случае.
Как сделать необходимые расчеты для конструкции?
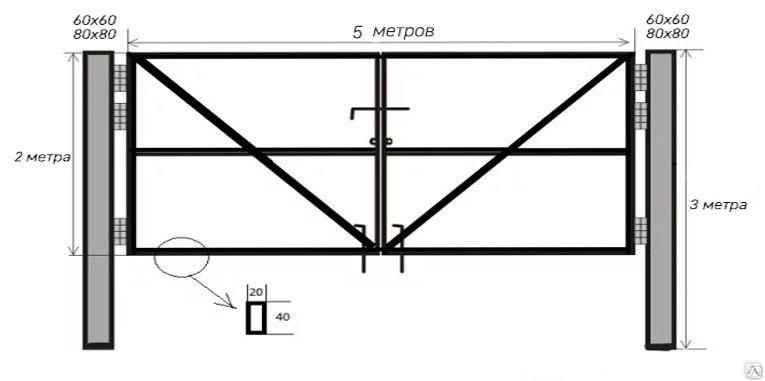
Для изготовления опор обычно используют стальную трубу, диаметром 100 х 100 мм, а устройство каркаса выполняют трубами 50 х 50 мм. Для сваривания перемычек и продольных полос, нужно подготовить куски труб 40 х 20 мм.
Обратите внимание! Распашные ворота сделать легче, поэтому больше подойдет для новичков в строительном деле.

Согласно разработанному плану, необходимо закупить материал, кроме этого понадобятся мелкие детали, фурнитура и вещества для обработки поверхности: грунтовка, краска и кисточка для покрытия всех деталей, цемент и песок для приготовления раствора, сварочный аппарат с электродами в комплекте, болгарка, молоток, уровень, строительный уголок, петли, замок, саморезы.
После покупки всех необходимых материалов и подготовки строительных инструментов, можно приступать к подготовке деталей и монтажу.
Пошаговая инструкция
Подготовка элементов и монтаж при изготовлении распашных и откатных ворот имеют различные особенности.
Распашные ворота
Это более простая конструкция и требует меньших затрат.
Алгоритм подготовки и монтажа таких ворот:
- Новые трубы обезжиривают растворителем. Если для установки ворот используют не новые трубы, их тщательно очищают, снимают коррозию с помощью шлифовального круга. Использование обычной наждачной бумаги в этом случае приведет к дополнительным затратам времени.
- Далее необходимо согласно чертежу, разметить и нарезать металл.
- Для установки опор выкапываются 2 глубокие ямы, не меньше метра глубиной и размером 50 х 50 см. Столбы устанавливают вертикально, по уровню и заливают заранее подготовленным раствором. Время застывания цемента – 7 дней при температуре воздуха 25 градусов и отсутствии осадков.
- Все нарезанные профильные трубы сваривают в единую конструкцию. Главное, внимательно следить и контролировать сварку углов, иначе каркас получится неровным. После окончания работ по сварке, швы шлифуют.
- Когда каркас подготовлен, приступают к привариванию петлей. В одиночку это сделать достаточно сложно, поэтому для подобной работы требуется минимум два человека, сначала петли присоединяют к опорам, а потом приваривают к каркасу.
- На последнем этапе остается определиться с облицовкой и зашить каркас. Профнастил или деревянные панели присоединяются саморезами. Причем первый из них, можно крепить на конструкцию как снаружи, так и изнутри двора. Металлические листы имеют большой вес, поэтому чаще соединяются с каркасом посредством сварки. При их использовании в качестве отделки ворот еще на начальном этапе нужно продумать необходимые мощные петли.

 Металлические листы имеют большой вес, поэтому чаще соединяются с каркасом посредством сварки. При их использовании в качестве отделки ворот еще на начальном этапе нужно продумать необходимые мощные петли.
Металлические листы имеют большой вес, поэтому чаще соединяются с каркасом посредством сварки. При их использовании в качестве отделки ворот еще на начальном этапе нужно продумать необходимые мощные петли.Откатные ворота
Откатные ворота характеризуются большим сроком службы. Однако стоимость таких ворот до сих пор остается в разы выше, чем распашных, для их изготовления применяют более дорогостоящие материалы, кроме того, затрат требует механизм для открывания таких ворот.
Процесс подготовки откатных ворот не сильно отличается от сваривания распашной конструкции, отличия касаются монтажа. В зависимости от механизма откатные ворота могут быть на консолях, подвесными или рельсовыми.
- Подвесная конструкция сделана из внутреннего и внешнего каркаса и специальной обрешетки, на которую устанавливаются откатные механизмы.
- Рельсовые ворота намного дешевле подвесных и для их конструирования расходуется гораздо меньше деталей.
- Откатные варианты считаются самыми удобными, а поэтому наиболее востребованы. В начале проектируется рельса, а затем крепятся ролики на нижнюю часть каркаса или один ролик на верхнюю часть.
Это важно! Установка ворот требует наличие места, которое в половину больше габаритов самих ворот и предназначено для размещения роликовых элементов.
Для работы откатной системы подготавливают фундамент – роют ямы, устанавливают мощные столбы из трубы, диаметром 100 х 100 мм. Для надежности их дополнительно обкладывают кирпичом или камнями.
Движение системы происходит при помощи прочно и плотно приваренной направляющей к нижней или верхней части каркаса, закрепленном на опорных столбах.
Все элементы необходимо защитить от проникновения воды, пыли и грязи.
В воротах на стадии проектирования предусматривают удобную калитку.
В качестве обшивки применяют любой материал.
Варианты отделки
Металлоконструкцию необходимо защитить от воздействия природных и климатических явлений. Для этого поверхность грунтуют и окрашивают, и только потом приступают к облицовке.
Более популярный вариант оформления ворот — листы профнастила. Широкая цветовая гамма позволяет подобрать нужный оттенок и идеально вписать конструкцию в общую картину участка.
Облицовка древесиной выглядит солидно, обеспечивая участку презентабельный вид. Чтобы оградить деревянные рейки от влияния климатических и атмосферных явлений, они подвергаются дополнительной обработке и покрываются антисептическими и влагоотталкивающими веществами.
Металлическая сетка – самый дешевый способ зашить ворота, она отличается долгим сроком службы, не сильно подвержена коррозии.
Поликарбонат – новый элемент на рынке строительных материалов, однако уже успел приобрести популярность, благодаря легкости монтажа и простоте крепления на каркас.
Металлическая конструкция для отделки ворот будет надежной и прочной, но тяжелой, что потребует дополнительного усиления и большего количества крепежных деталей.
Ворота из профильной трубы своими руками: чертежи и эскизы
Ворота для дома или дачи могут быть изготовлены самостоятельно. Подходящим материалом для этой цели является металл.
Существует большое количество различных способов изготовления проезда из этого материала, но наиболее простым и практичным техническим решением, является использование профильной трубы. При наличии сварочного аппарата ворота из профильной трубы своими руками можно изготовить в течение одного дня.
Содержание
- Виды ворот из профильной трубы
- Выбираем профильную трубу
- Процесс изготовления ворот из профильной трубы
- Сварочные работы
- Установка вертикальных опор
- Установка раздвижных ворот
- Заключение
Виды ворот из профильной трубы
Изготовление ворот из профильной трубы своими руками может осуществляться следующих видов:
- В виде решётки.
- Обшитые сайдингом, деревом либо профнастилом.
- С элементами ковки.
- Ажурные.

Если створки устанавливаются для того, чтобы скрыть двор от посторонних глаз, то из профиля изготавливается только рама ворот, а свободное пространство полностью закрывается с помощью любого сплошного материала.
В случае, когда необходимо установить ворота с элементами декора, то при сборке следует использовать кованые изделия, которые не закрывают обзор участка за ограждением. Ворота также могут быть изготовлены с использованием внутри рамы параллельно расположенных отрезков профильной трубы небольшого сечения.
Вне зависимости от вида ворот изготавливаемых самостоятельно из профильной трубы, необходимо правильно подобрать материал для изготовления опор, каркаса и внутреннего заполнения рамы.
Выбираем профильную трубу
Только при наличии качественного материала можно изготовить ворота, геометрическая форма которых не изменится в течение длительного промежутка времени.
Если на поверхности материала имеется глубокая коррозия, то от использование такого профиля следует отказаться. Поэтому, если нужно использовать материал, который остался от выполнения других видов строительных работ, его следует тщательно осмотреть перед использованием.
Самым правильным вариантом является приобретение профильной трубы на металлобазе. Для изготовления конструкции потребуется материал следующего сечения:
- Для изготовления опор — 80*80 мм.
- Для рамы — 60*40 или 40*20 мм.
- Для перемычек — 40*20 или 20*20 мм.
Толщина стенок металлической трубы не должна быть менее 2 мм.
Для выполнения сварочных и монтажных работ также понадобятся:
- Сварочный аппарат.
- Электроды.
- Болгарка.
- Бур или лопата.
- Песок, цемент и гравий для бетонного раствора.
Когда все материалы и инструменты будут приготовлены можно приступать к непосредственному изготовлению сварной конструкции.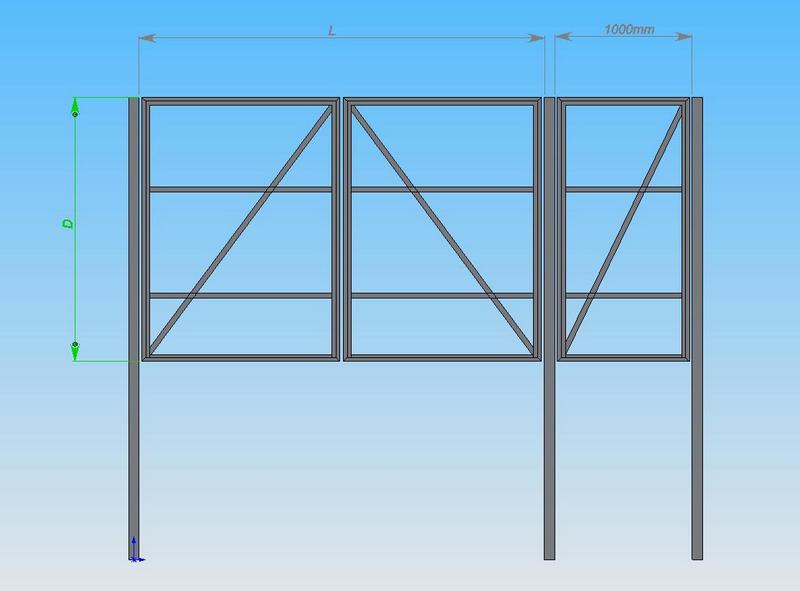
Процесс изготовления ворот из профильной трубы
Прежде чем приступить к практической части, составляются подробные чертежи и эскизы данного изделия. На бумаге следует обязательно указать длину и высоту сооружения, а также количество перемычек между горизонтальными плоскостями.
Если изготавливается распашная конструкция, то необходимо сварить две одинаковые по размеру створки.
При конструировании более сложной, откатной системы, ворота выполняются в виде одного длинного полотна прямоугольной формы.
Вне зависимости от типа конструкции, ширина не должна быть менее 3 метров, а высота — 1,6 м.
После выбора типа ворот и указания основных размеров элементов конструкции, металлический профиль разрезается на отрезки нужной длины. При изготовлении распашных ворот для получения абсолютной симметрии двух створок, рекомендуется разрезать профиль, ориентируясь по длине отрезков сделанных ранее для одной из половинок. Вертикальные перемычки также должны быть идеально ровными и совпадать по длине.
Для сооружения опор используется профильная труба большого размера, длина которой должна составлять не менее 2,5 метров. Около 1/3 от длины опоры будет установлено в землю с обязательным бетонированием. Только при таком способе фиксации вертикальных опор можно добиться максимальной устойчивости всей конструкции.
Если при изготовлении ворот будут использованы декоративные кованые вставки, то при заказе данных элементов в кузнечной мастерской, следует указать мастеру точные размеры каркаса. Несмотря на высокую стоимость кованых деталей, применение таких элементов, позволит изготовить оригинальную конструкцию с красивым узором.
Когда все детали будут подготовлены, осуществляются сваривание ворот по заранее намеченному эскизу.
Видео:
Сварочные работы
Поэтапно сварка ворот из профильной трубы производится следующим образом:
- Подготавливается горизонтальная площадка подходящего размера, на которой должны отсутствовать легко воспламеняющиеся предметы.
- Сваривается каркас ворот из профильной трубы.
- Привариваются внутренние декоративные элементы либо отрезки профильной трубы 40 * 20 мм.
- Если изготавливается распашная конструкция, то необходимо приварить петли к одной из сторон распашных створок.

После выполнения всех вышеописанных действий потребуется установить опоры для распашной конструкции, а для раздвижной — специальный роликовый механизм.
Установка вертикальных опор
При выполнении данной операции потребуется соблюдение следующих условий:
- Установить опоры строго вертикально.
- Зафиксировать профильную трубу в грунте на глубину не менее 1 метра.
- Тщательно забетонировать подземную часть опоры.
Прежде всего следует отметить расположение ямок, глубина которых должна составлять не менее 1 метра. Диаметр ямок при ручном выполнении работы должен быть около 0,5 метра, при использовании мотобура, диаметр рабочей части инструмента, также должен равняться 50 см.
После того как ямки будут вырыты на дно следует насыпать небольшое количество щебня с песком и хорошо утрамбовать. Затем устанавливаются опоры и пространство между профильной трубой и стенками заполняется бетонным раствором. Для установки опоры в строго вертикальном положении, во время выполнения работы, следует использовать строительный уровень.
После полного высыхания раствора к опорам приваривается нижняя часть петли и каждая створка ворот навешивается на опору. Для надёжного крепления створок ворот, на каждую секцию рекомендуется установить не менее 4 цилиндрических петель. Для плавного хода створок, если конструкция не оснащена дополнительными механизмами скольжения, рекомендуется в нижнюю часть петли установить шарик от подшипника.
Видео:
Установка раздвижных ворот
Если ворота из профильной трубы изготавливаются раздвижного типа, то установка такой конструкции потребует значительно больше времени и денег. Потребуется приобрести направляющие и ролики, а также автоматическую систему с электроприводом, которая будет открывать проезд, при поступлении радио-сигнала.
Потребуется приобрести направляющие и ролики, а также автоматическую систему с электроприводом, которая будет открывать проезд, при поступлении радио-сигнала.
Для надёжной фиксации механизма, который будет удерживать ворота, следует установить опорные столбы. Кроме опорных столбов необходимо сделать фундамент на который устанавливается швеллер. Швеллер устанавливается на фундамент во время монтажных работ, а после высыхания бетонного раствора к нему привариваются роликовые тележки.
К вертикальным профильным опорам также необходимо приварить каретки и ловушки, после чего ворота можно устанавливать на ролики кареток, которые закреплены в горизонтальном положении. Фиксация должна быть осуществлена в строго горизонтальном положении. Если во время установки будет наблюдаться перекос, то необходимо переустановить каретки таким образом, чтобы боковые углы конструкции находились в одной плоскости.
После того как ворота будут установлены идеально ровно, необходимо приварить верхние ролики. Концевой ролик также устанавливается после тщательного выравнивания конструкции с применением строительного уровня.
Концевой ролик также устанавливается после тщательного выравнивания конструкции с применением строительного уровня.
Видео:
Заключение
Как правильно сварить ворота из профильной трубы рассказано в статье. Если работа выполняется впервые и нет опыта сварочных работ, то рекомендуется изготовить простейшую конструкцию распашного типа.
При использовании качественных материалов и при неспешном, аккуратном выполнении каждого этапа работ, самостоятельно изготовленные ворота будут служить долгое время.
Знакомство с задвижкой – технологический трубопровод
Задвижки используются для перекрытия потока жидкости путем установки прямоугольной задвижки или клина на пути потока жидкости. Задвижки требуют очень мало места вдоль оси трубы и почти не ограничивают поток жидкости, когда задвижка полностью открыта, что позволяет задвижкам обеспечивать прямолинейный поток с очень небольшим перепадом давления. Задвижки в основном используются с трубами большего диаметра (от 2 дюймов до самых больших трубопроводов), поскольку их конструкция менее сложна, чем другие типы задвижек больших размеров. Однако в последнее время большие размеры были дополнены дисковыми затворами из-за ограниченного пространства, в котором они устанавливаются.
Задвижки требуют очень мало места вдоль оси трубы и почти не ограничивают поток жидкости, когда задвижка полностью открыта, что позволяет задвижкам обеспечивать прямолинейный поток с очень небольшим перепадом давления. Задвижки в основном используются с трубами большего диаметра (от 2 дюймов до самых больших трубопроводов), поскольку их конструкция менее сложна, чем другие типы задвижек больших размеров. Однако в последнее время большие размеры были дополнены дисковыми затворами из-за ограниченного пространства, в котором они устанавливаются.
Задвижка, как показано справа, обычно состоит из диска в виде затвора, приводимого в действие резьбовым штоком и маховиком, который перемещается вверх и вниз под прямым углом к потоку. В закрытом положении диск прилегает к двум сторонам, чтобы перекрыть поток. Для удержания жидкости в трубопроводе предусмотрен сальник, снабженный каким-либо уплотнением, препятствующим утечке.
Задвижка Принцип работы
Задвижка состоит из трех основных компонентов: корпуса, крышки и отделки. Корпус обычно соединяется с трубопроводом с помощью фланцевых, резьбовых или сварных соединений. Крышка, содержащая движущиеся части, соединена с корпусом, как правило, с помощью болтов, что позволяет производить чистку и техническое обслуживание. Трим клапана состоит из штока, затвора, клина или диска и седловых колец.
Корпус обычно соединяется с трубопроводом с помощью фланцевых, резьбовых или сварных соединений. Крышка, содержащая движущиеся части, соединена с корпусом, как правило, с помощью болтов, что позволяет производить чистку и техническое обслуживание. Трим клапана состоит из штока, затвора, клина или диска и седловых колец.
Основной рабочий механизм очень прост. Когда маховик поворачивается, он вращает шток, который через резьбу переводится в вертикальное движение ворот. Они считаются многооборотными клапанами, поскольку для полного открытия/закрытия клапана требуется более одного оборота на 360°. Когда заслонка поднимается с пути потока, клапан открывается, а когда он возвращается в закрытое положение, он перекрывает отверстие, что приводит к полному закрытию клапана.
Конструкция запирающего элемента задвижки
Запорный элемент, иногда также называемый затвором, имеет различные конструкции и технологии для обеспечения эффективного уплотнения для различных применений. Обычно существует два типа запорных элементов задвижки, которые имеют дополнительные разновидности.
Обычно существует два типа запорных элементов задвижки, которые имеют дополнительные разновидности.
- Параллельная задвижка – Используйте плоскую задвижку между двумя параллельными седлами.
- Обычная параллельная задвижка
- Проходная задвижка
- Ножевая задвижка
- Клиновая задвижка – Использовать слегка несоответствующую наклонную заслонку между наклонными сиденьями.
- Сплошной конический клин
- Разрезной клин
- Гибкий клин
Параллельная задвижка
Параллельные задвижки имеют параллельную поверхность затвора, похожую на запирающий элемент. Этот закрывающий элемент может состоять из одного диска или двух дисков с распорным механизмом между ними. Сила, прижимающая диск к седлу, регулируется давлением жидкости, действующим либо на плавающий диск, либо на плавающее седло. Поскольку диск скользит по поверхности седла, параллельные задвижки также могут работать с жидкостями, содержащими твердые частицы во взвешенном состоянии.
Обычная параллельная задвижка
В обычной параллельной шиберной задвижке запорный элемент состоит из двух дисков с пружинами между ними. Обязанности этих пружин заключаются в том, чтобы удерживать седла выше и ниже по потоку в скользящем контакте и улучшать нагрузку на седло при низком давлении жидкости. Диски закреплены в ременной проушине таким образом, что предотвращается их беспрепятственное расправление при перемещении в полностью открытое положение клапана.
К преимуществам этой конструкции относятся не только экономичность конструкции, но и снижение эксплуатационных затрат и затрат на техническое обслуживание. Единственным недостатком является незначительное увеличение потерь давления на клапане.
Проходная задвижка
Проходная задвижка представляет собой моноблочную задвижку, имеющую отверстие с размером отверстия, как показано на рисунке справа. В открытом состоянии отверстие по размеру отверстия совмещено с двумя седловыми кольцами для создания плавного потока с минимальной турбулентностью. Эта специальная конструкция обеспечивает минимальные потери давления в системе и идеально подходит для транспортировки сырой нефти и сжиженного природного газа (ШФЛУ). Седла клапанов остаются чистыми, однако полость диска может забиваться посторонними предметами. Поэтому полость обычно имеет встроенную пробку для технического обслуживания и слива скопившегося инородного материала.
Эта специальная конструкция обеспечивает минимальные потери давления в системе и идеально подходит для транспортировки сырой нефти и сжиженного природного газа (ШФЛУ). Седла клапанов остаются чистыми, однако полость диска может забиваться посторонними предметами. Поэтому полость обычно имеет встроенную пробку для технического обслуживания и слива скопившегося инородного материала.
Эти клапаны используются в трубопроводах, где скребки пропускают через трубопровод для очистки от отложений или мусора. Типичные области применения трубопроводных клапанов включают грязную речную воду с взвешенными твердыми частицами или воду с илом или мусором.
Ножевые задвижки
Ножевые задвижки представляют собой особый тип параллельных задвижек и предназначены для работы в системах с высоким содержанием взвешенных твердых частиц. Ножевые задвижки особенно удобны для работы со шламами, вязкими, агрессивными и абразивными средами. Клапан обязан своей способностью работать с этими жидкостями диску с острыми краями, который способен прорезать волокнистый материал, и фактическому отсутствию полости в корпусе клапана. Диск перемещается по боковым направляющим и прижимается к седлу выступами в нижней части. Если требуется высокая степень непроницаемости для жидкости, клапан также может быть снабжен уплотнительным кольцом седла.
Диск перемещается по боковым направляющим и прижимается к седлу выступами в нижней части. Если требуется высокая степень непроницаемости для жидкости, клапан также может быть снабжен уплотнительным кольцом седла.
Клапаны находят применение в целлюлозно-бумажной, горнодобывающей и металлургической промышленности, сталелитейных заводах, тепловых электростанциях и химической/нефтехимической промышленности. Ножевые задвижки имеют малую строительную длину по сравнению с другими задвижками. Как следствие, ножевая задвижка имеет малый вес по сравнению с другими задвижками.
Клиновая задвижка
Клиновые задвижки отличаются от параллельных задвижек тем, что запорный элемент имеет клиновидную форму, а не параллельную. Целью клиновой формы является обеспечение высокой дополнительной нагрузки на седло, что позволяет клиновым задвижкам обеспечивать герметичность не только при высоком, но и при низком давлении жидкости. Таким образом, степень герметичности седла, которая может быть достигнута с помощью клиновых задвижек, потенциально выше, чем у обычных параллельных задвижек.
Попытки улучшить характеристики клиновых задвижек привели к разработке различных конструкций клиньев; наиболее распространенные из них описаны в следующем разделе.
Задвижка со сплошным или гладким клином
Задвижка со сплошным или гладким клином является наиболее распространенным и широко используемым типом дисков из-за его простоты и прочности. Он может быть сплошной или пустотелой конструкции. Преимущество этой конструкции в том, что она проста и надежна, но деформации корпуса клапана из-за термических и трубопроводных напряжений могут сместить или заклинить клин с металлическим седлом, что сделает его более восприимчивым к утечкам. Клапан со сплошным клином может быть установлен в любом положении и подходит практически для всех жидкостей. Его можно использовать и в турбулентном потоке. Сплошной клин подвергается термофиксации при эксплуатации в условиях высоких температур.
Термическая блокировка — явление, при котором клин застревает между посадочными местами из-за расширения металла. Задвижки со сплошным клином обычно используются в приложениях с умеренным и низким давлением и температурой.
Задвижки со сплошным клином обычно используются в приложениях с умеренным и низким давлением и температурой.
Попытки решить проблему выравнивания плоских клиньев привели к разработке самоустанавливающихся или разъемных клиньев. Это позволяет клиновому затвору адаптироваться к небольшим деформациям, вызванным деформацией трубопровода или износом седла.
Разрезная клиновая задвижка
Разрезной клиновой диск состоит из двух цельных частей и скрепляется с помощью специального механизма, например проставочного кольца или пружины. Чтобы удерживать пластины вместе, в корпусе есть канавки, по которым перемещается узел клина. Разрезной клин является саморегулирующимся и самовыравнивающимся по обеим сторонам седла. Гибкость диска присуща конструкции с разъемным клином. Эта гибкость позволяет разъемному клину легче герметизироваться и уменьшает липкость между уплотняющими поверхностями в случаях, когда седла клапана смещены под углом. Несоответствующий угол также разработан с некоторым свободным движением, чтобы позволить поверхностям сидений совпадать друг с другом.
Этот тип клина подходит для обработки неконденсирующихся газов и жидкостей при нормальных температурах, особенно агрессивных жидкостей.
Задвижка с гибким клином
Гибкий клин представляет собой цельный цельный диск с вырезом по периметру или с интегрированной бобышкой между ними. Клин достаточно гибкий, чтобы найти свою ориентацию. Поскольку клин прост и не содержит отдельных компонентов, которые могли бы расшатываться при эксплуатации, эта конструкция стала излюбленной конструкцией. Такая конструкция улучшает выравнивание седла и обеспечивает лучшую герметичность. Это также улучшило производительность в ситуациях, когда возможно термическое связывание.
Вырезанная или встроенная бобышка может различаться по размеру, форме и глубине. Неглубокий, узкий разрез дает небольшую гибкость, но сохраняет прочность. Более глубокая и широкая прорезь или залитая выемка оставляет мало материала посередине, что обеспечивает большую гибкость, но снижает прочность.
Недостатком раздельных затворов является то, что технологическая жидкость имеет тенденцию скапливаться между дисками. Это может привести к коррозии и, в конечном итоге, к ослаблению диска.
Это может привести к коррозии и, в конечном итоге, к ослаблению диска.
Конструкция штока задвижки
Шток, соединяющий маховик и диск друг с другом, отвечает за правильное положение диска. Стержни обычно кованые и соединены с диском резьбой или другими способами. В зависимости от того, какой конец штока имеет резьбу, шток может быть поднимающимся или не поднимающимся.
Задвижка с выдвижным штоком
Задвижка с выдвижным штоком крепится к затвору и вместе поднимается и опускается при работе клапана, обеспечивая визуальную индикацию положения клапана и позволяя смазывать шток. Гайка вращается вокруг резьбового штока и перемещает его. Этот тип клапана имеет внутренний резьбовой шток, а набивка подвержена износу из-за движений штока вверх-вниз и вращения. Этот тип подходит только для надземной установки.
Задвижка с невыдвижным штоком
Задвижка с невыдвижным штоком ввинчивается в затвор и вращается вместе с поднимающимся и опускающимся клином внутри клапана. Вращение колеса приводит в действие клапан, но шток не выходит из корпуса. Они занимают меньше места по вертикали, поскольку шток остается внутри корпуса клапана. Неподъемные клапаны почти всегда оснащены местным визуальным указателем , который указывает положение клапана. Задвижки с невыдвижным штоком подходят как для надземной, так и для подземной установки.
Вращение колеса приводит в действие клапан, но шток не выходит из корпуса. Они занимают меньше места по вертикали, поскольку шток остается внутри корпуса клапана. Неподъемные клапаны почти всегда оснащены местным визуальным указателем , который указывает положение клапана. Задвижки с невыдвижным штоком подходят как для надземной, так и для подземной установки.
Задвижки с металлическим седлом и эластичным седлом
Задвижка с металлическим седлом имеет углубление в нижней части клапана. Конический клин входит в углубление на дне клапана, обеспечивая герметичное закрытие. При этом в скважину засыпается песок и галька. Трубопроводная система никогда не будет полностью очищена от загрязнений, независимо от того, насколько тщательно труба будет промыта при установке или ремонте. Таким образом, любой металлический клин со временем потеряет свою герметичность.
Задвижка с упругим седлом имеет плоское дно клапана, обеспечивающее свободный проход песка и гальки в клапане. Если загрязнения проходят при закрытии клапана, резиновая поверхность будет закрываться вокруг загрязнений, пока клапан закрыт. Высококачественная резиновая смесь поглощает примеси при закрытии клапана, и при повторном открытии клапана примеси смываются. Резиновая поверхность вернет свою первоначальную форму, обеспечивая герметичное уплотнение.
Если загрязнения проходят при закрытии клапана, резиновая поверхность будет закрываться вокруг загрязнений, пока клапан закрыт. Высококачественная резиновая смесь поглощает примеси при закрытии клапана, и при повторном открытии клапана примеси смываются. Резиновая поверхность вернет свою первоначальную форму, обеспечивая герметичное уплотнение.
Использование задвижек
Задвижки отвечают большинству требований к клапанам в технологических трубопроводах и считаются одними из наиболее часто используемых клапанов среди всех клапанов, используемых на нефтеперерабатывающих, нефтехимических и газоперерабатывающих заводах, где давление остается относительно низким, а температура может быть очень высокой. Они подходят для большинства жидкостей, включая пар, воду, масло, воздух и газ.
Задвижки предназначены для полностью открытого или полностью закрытого режима работы. Они устанавливаются на трубопроводах в качестве запорной арматуры и не должны использоваться в качестве регулирующей или регулирующей арматуры. При работе штока клапана задвижка перемещается вверх или вниз по резьбовой части штока.
При работе штока клапана задвижка перемещается вверх или вниз по резьбовой части штока.
Задвижки часто используются, когда требуется минимальная потеря давления и свободный проход. В полностью открытом состоянии типичная задвижка не имеет препятствий на пути потока, что приводит к очень низкой потере давления, и такая конструкция позволяет использовать скребки для очистки труб. Задвижка представляет собой многооборотную задвижку, что означает, что работа задвижки осуществляется с помощью резьбового штока. Поскольку клапан должен несколько раз повернуться, чтобы перейти из открытого положения в закрытое, медленная работа также предотвращает эффект гидравлического удара.
Задвижки не следует использовать для регулирования или дросселирования потока, потому что
- Скорость потока жидкости не пропорциональна степени открытия клапана, поэтому точное управление потоком жидкости невозможно. T
- Сдвиг высокоскоростного потока приведет к частичному открытию задвижки из-за вибрации, что повредит посадочные поверхности и помешает герметичности.
- Шибер и седло могут подвергаться чрезмерному износу, если клапан частично открыт.

Задвижка с байпасом
При высоком давлении может возникнуть проблема трения. Нагрузка на седло больших задвижек (кроме затворов с плавающими седлами) может стать настолько высокой при высоком давлении жидкости, что трение между седлами может затруднить подъем диска из закрытого положения. Поэтому такие большие задвижки часто снабжены клапанной байпасной линией, которая используется для разгрузки седла перед открытием клапана.
Байпасные клапаны обычно используются по трем основным причинам:
- Чтобы сбалансировать перепад давления в трубопроводе, снизить требования к крутящему моменту клапана и обеспечить работу одного человека.
- При закрытом основном клапане и открытом байпасе допускается непрерывный поток во избежание возможного застоя.
- Несвоевременное заполнение трубопроводов.
Соединение для выравнивания давления
Иногда во время работы задвижек тепловое расширение жидкости, попавшей в закрытую камеру клапана, приводит к более тесному контакту передних и нижних дисков с их седлами и вызывает повышение давления в задвижке.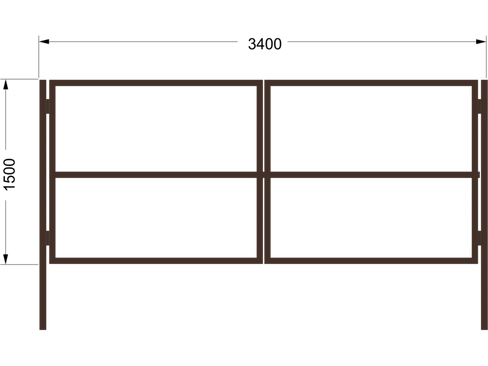 камера подняться. Более высокое напряжение в посадке, в свою очередь, затрудняет подъем дисков, а давление в камере клапана может быстро стать достаточно высоким, чтобы вызвать протечку фланцевого соединения крышки или деформацию корпуса клапана. Таким образом, если задвижки используются для работы с жидкостью с высоким тепловым расширением, они должны иметь соединение для выравнивания давления, которое соединяет клапанную камеру с входным трубопроводом. Соединение для выравнивания давления может быть обеспечено отверстием во входном диске или другими внутренними или внешними средствами.
камера подняться. Более высокое напряжение в посадке, в свою очередь, затрудняет подъем дисков, а давление в камере клапана может быстро стать достаточно высоким, чтобы вызвать протечку фланцевого соединения крышки или деформацию корпуса клапана. Таким образом, если задвижки используются для работы с жидкостью с высоким тепловым расширением, они должны иметь соединение для выравнивания давления, которое соединяет клапанную камеру с входным трубопроводом. Соединение для выравнивания давления может быть обеспечено отверстием во входном диске или другими внутренними или внешними средствами.
Преимущества и недостатки
Преимущества задвижки
- Задвижка обеспечивает хорошие функции включения/выключения или отключения.
- Падение давления во время работы очень мало.
- Задвижки двунаправленные и могут обеспечивать перекрытие в любом направлении потока.
- Они подходят для применения при высоких давлениях и температурах и требуют меньше обслуживания.
- Задвижки обычно немного дешевле, чем шаровые краны того же размера и качества.

Недостаток задвижки
- Ее нельзя использовать для регулирования или дросселирования потока.
- Задвижка работает медленно и не может быть быстро открыта или закрыта. Это хорошо еще и потому, что снижает вероятность забивания.
- В частично открытом состоянии подвержен вибрации и шуму.
- Более подвержен износу седла и диска.
- Задвижки требуют большого пространства для установки, эксплуатации и обслуживания.
- Ремонт, такой как притирка и шлифовка, как правило, выполнить труднее.
- Некоторые конструкции задвижек подвержены блокировке под воздействием температуры или давления, в зависимости от применения.
TheProcessPiping
База технических знаний для всех специалистов по технологическим трубопроводам во всем мире…
Самодельный способ сборки консольных откатных ворот (4) – Вырубка стальной трубы / оцинкованной трубы по низкой цене! – Xueming Yu
от XuemingОпубликовано
После установки столбов в землю пришло время собрать ворота в соответствии с планом.
Лучший способ надрезать оцинкованную трубу — использовать профессиональный труборез, однако эти инструменты недешевы, особенно для труб диаметром более 2 дюймов. Это не кажется хорошим вложением, если мне нужно использовать его всего несколько раз. После интенсивных поисков в Интернете я решил использовать кольцевую пилу и дрель, чтобы надрезать оцинкованные трубы. Покупка хорошей биметаллической кольцевой пилы обошлась мне в 30 с лишним долларов, и она отлично справилась со своей задачей. Не используйте эти кольцевые пилы для дерева, так как они легко изнашиваются на металле.
Чтобы надрезать мой 2-3/8″ диам. оцинкованной трубы, я использовал кольцевую пилу того же размера, что обеспечивает очень плотную посадку. Я нашел несколько комментариев об использовании кольцевой пилы немного большего размера (например, диаметром 2-1/2 дюйма), чтобы оставить небольшой допуск. Я тоже пробовал это, и это сработало просто отлично. Но я все же предпочитаю использовать кольцевую пилу того же размера, что и труба.
Другие советы и комментарии по нарезанию надрезов на стальных трубах кольцевой пилой:
- Пилотное сверло обязательно. Без него ваша кольцевая пила не могла бы оставаться на круглой трубе, чтобы начать резку.
Просверлите пилотное отверстие перед нарезкой. Старайтесь держать отверстие перпендикулярно трубке.Ось кольцевой пилы направляется направляющим отверстием.
- Глубины кольцевой пилы (та, которую я использовал, имеет глубину около 1-1/2″) обычно недостаточно, чтобы надрезать трубу (диаметром 2-3/8″) за один проход. Вам нужно будет перевернуть трубку, чтобы начать с другой стороны. Опять же, предварительно просверленное направляющее сквозное отверстие поможет выровнять два разреза.
- Это дешевое решение для надрезов лучше всего подходит для Т-образного соединения, в котором вам нужно будет делать надрезы только перпендикулярно (под углом 90 градусов) к трубе. Я не пытался делать надрезы кольцевой пилой, кроме 9.0 градусов, я думаю, это может сработать, если у вас есть длинное пилотное сверло. Вместо этого я использовал торцовочную пилу, чтобы отрезать оцинкованную трубу под углом 22,5 градуса для диагонального (45 градусов) соединения. Как видно на фото ниже, фитинг выглядит довольно свободным, не таким красивым, как кольцевая пила. А вот сварка поможет заполнить щель.
Т-образное соединение готово к сваркеДиагональное соединение готово к сварке.
- Будьте терпеливы и осторожны. Выпиливание отверстий в стальной трубе — медленный процесс, который выделяет много тепла! Нанесение небольшого количества смазки на пильные полотна всегда является хорошей практикой, чтобы сохранить пильное полотно.
 Вам нужно будет перевернуть трубку, чтобы начать с другой стороны. Опять же, предварительно просверленное направляющее сквозное отверстие поможет выровнять два разреза.
Вам нужно будет перевернуть трубку, чтобы начать с другой стороны. Опять же, предварительно просверленное направляющее сквозное отверстие поможет выровнять два разреза.