Гипсокартон Кнауф-Лист стандартный, толщина — 12,5 мм (размеры -1200*2500*12,5 мм)
Гипсокартонный КНАУФ-лист (ГКЛ) – это материал прямоугольной формы, который состоит из двухслойного картона и прослойкой из гипсового теста и армирующих добавок. Боковые кромки материала также зафальцованы картоном, утончены и имеют полукруглую форму. Картон отлично подходит для облицовки, так как прекрасно справляется с задачей армирования, а также как нельзя лучше подходит для нанесения любых отделочных смесей и материалов.
Как правило, гипсокартонные листы применяют для установки межкомнатных перегородок, облицовки и выравнивания стен. Он безвреден для человека и идеально подходит для внутренних помещений.
Технические характеристики
· Цвет картона серый, цвет маркировки синий
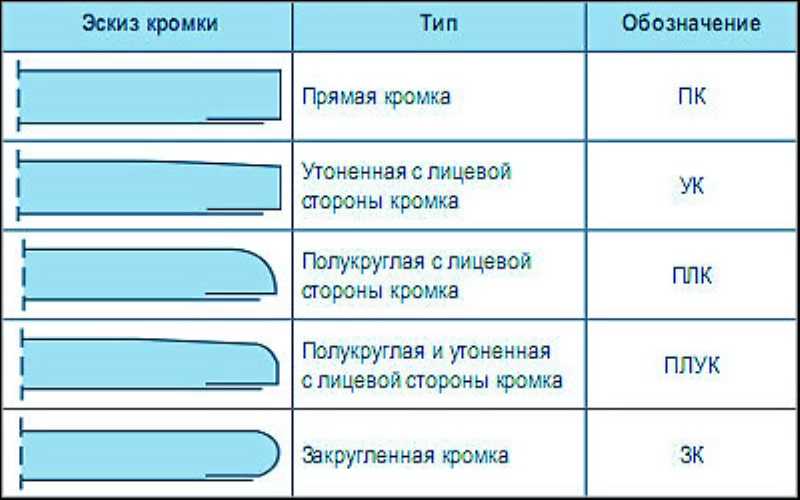
· Вид кромки – полукруглая утонченная кромка
· Размеры листа, мм 2500х1200х12,5
· Масса листа размером 2500х1200х12,5 мм (3 кв.м) – 29 кг
· В упаковке 50 листов (150 м2)
· Могут поставляться: без термоусадочной пленки, с термоусадочной пленкой
· Номинальные геометрические размеры КНАУФ-листов:
От 2000 6, 5; 8; 9,5
До 4000 600, 1200 12,5; 14; 16
С шагом 50 18; 20; 24
Для монтажа необходимо осуществить подготовительные работы:
· разметка места, где будет размещаться гипсокартонная конструкция;
· нарезание гипсокартонных листов в соответствии с разметкой;
· установка каркаса для крепления к нему листов;
· непосредственно монтаж материала;
· заделка швов между листами гипсокартона;
грунтование поверхности под следующие этапы отделки.
Гкл 12 5 мм – современный строительный материал, без которого невозможны облицовочные работы
Уникальный по спектру характеристик стройматериал гклв 12 5 мм – это листы гипсокартона. ГКЛ – это аббревиатура, используемая в данной сфере. Сверхпрочный Гкл является высококачественным стройматериалом, который широко используется с целью сделать стены идеально ровными, создания потолка подвесного типа и перегородок, для производства конструкций с отличным уровнем звукопоглащения.
Краткое описание гкл knauf 12 5
Практичный стройматериал Гклв 12 5, визуально, является не тяжелым элементом прямоугольной формы. Каждый лист стройматериала имеет много слоев. Картонный слой, имеющий прослойку, выполненную из гипсового состава с различными армирующими ингредиентами. Так же, гклв лист 12 5 имеет особенное строение кромок, завальцованных картоном.
Гкл 12 5 мм изготавливается согласно особой технологии. Готовые гкл 2500 1200 12 5 производятся с утонченной кромкой полукруглой формы, сокращенное название которой ПЛУК. Этот метод производства обуславливает изготовление высокотехнологичных кнауф гкл 12 5. Как результат – гипсокартон лист 12 5 чрезвычайно надежен и прочен. При согласовании фирмы — производителя с потребителем, гипсокартон 12 5 может быть изготовлен с любым типом кромки. Все зависит от предпочтений заказчика.
Этот метод производства обуславливает изготовление высокотехнологичных кнауф гкл 12 5. Как результат – гипсокартон лист 12 5 чрезвычайно надежен и прочен. При согласовании фирмы — производителя с потребителем, гипсокартон 12 5 может быть изготовлен с любым типом кромки. Все зависит от предпочтений заказчика.
Специальный картон является следующим важным компонентом Гкл 12 5 мм. Прочное сцепление с сердечником достигается ввиду использования различных высококачественных клейких ингредиентов. Сверхпрочный Гипсокартон knauf 12 5 способен выполнять несколько функций – каркаса армирующего типа, а так же отличной основной поверхности для широкого спектра последующих облицовочных и отделочных работ. Поэтому, на гипсокартон гкл 12 5 мм прекрасно ложатся обои, плиточный стройматериал из керамики, мозаика, лако-красочные покрытия, штукатурка и иные стройматериалы. Комплекс гигиенических и физических свойств гклв 12 5 мм обуславливает возможность использования листового стройматериала практически во всех зданиях.
Все единицы гкл оснащены определенным обозначением, состоящим из:
•цифр, которые характеризуют параметры ширины/ длины/ толщины листового гкл knauf 12 5, выраженные в миллиметрах,
•буквенного обозначения, позволяющего понять, к какому виду относятся данные стройматериалы,
•обозначения кромок стройматериала,
•обозначений группы гклв 12 5.
Область использования гклв лист 12 5
Современные стройматериалы гкл 12 5 мм используются с целью быстрого и надежного создания многоуровневых потолочных систем, монтажных перегородок, качественной отделки стен. Причем, использоваться сверхэффективный гкл 2500 1200 12 5 может в зданиях любого назначения. Так же, листы кнауф гкл 12 5 пригодны для осуществления ремонтных процессов в сухих помещениях. Удобный в работе Гипсокартон 12 5 весьма эффективен в случае монтажа элементов конструкций с повышенными свойствами звукопоглощения.
Процесс использования стройматериала включает в себя следующие этапы:
•процесс грунтовки рабочей поверхности под облицовочный материал,
•разметочный процесс проекта конструкций, выполненных из листового гкл,
•профессиональную обработку всех межлистовых швов, а так же, заделку углублений шпаклевкой,
•монтаж каркаса для последующего крепления гипсокартон лист 12 5.
Специалисты рекомендуют монтировать гипсокартон knauf 12 5 в процессе ремонтно-отделочных работ. Так же, укладку можно осуществлять в любое время года при условии подключенного отопления. Современный листовой гипсокартон гкл 12 5 мм нужно устанавливать до монтажа полов, лишь после того, как все работы с использованием влажных стройматериалов закончены. Рекомендуется укладывать листовой стройматериал в помещениях с сухим и нормальным уровнем влажности. Фаску следует снять с торцов листового материала. Прежде, чем приступать к укладке стройматериала, листы гкл следует адаптировать к условиям помещения.
Спектр основных преимуществ ГКЛ
К важным преимуществам данного материала стоит отнести:
•соответствие стандартам,
•исключение сложных, требующих последующей уборки «мокрых» рабочих этапов во время использования стройматериала,
•отсутствие вредных веществ и показатель кислотности,
•существенное увеличение эффективности и производительности ремонтно-строительных процессов,
•паропроницаемость стройматериала и конструкций из него,
•воплощение самых сложных строительно-отделочных проектов в ремонте, включая создание криволинейных оснований.
Толщина гипсокартона для потолка в частном доме, схема разметки
Выравнивание потолка гипсокартоном позволяет улучшить огнезащиту и звукоизоляционные свойства этой конструкции, скрыть отклонения по уровню и электропроводку и получить пригодные к декоративной отделке поверхности в кратчайшие сроки. Эта технология считается относительно несложной, акцент делается на выборе ГКЛ с правильными характеристиками (с нужной кромкой, толщиной, влаго- или огнестойкостью), проведении точной разметки, создании надежного каркаса и обработке стыков листов по окончании обшивки. Для исключения ошибок обязательно составляется схема расположения направляющих профилей, плит и отверстий под подсветку.
Оглавление:
- Классификация гипсокартона
- Правила разметки
- Технология самостоятельного монтажа
Виды используемого ГКЛ
Специализированной разновидности в данном случае нет, термин «потолочный» относится к обычному гипсокартону толщиной в пределах 9,5 мм. Его применяют в помещениях с нормальной влажностью (до 70 %), направляя лицевую сторону внутрь комнаты. В кухнях, ванных и санузлах подбирается вариант с пропитанными гидрофобными веществами сердцевиной и картоном. Такая обработка позволяет им выдерживать постоянное воздействие пара и влаги (даже мытье), они не деформируются и не покрываются грибком.
Его применяют в помещениях с нормальной влажностью (до 70 %), направляя лицевую сторону внутрь комнаты. В кухнях, ванных и санузлах подбирается вариант с пропитанными гидрофобными веществами сердцевиной и картоном. Такая обработка позволяет им выдерживать постоянное воздействие пара и влаги (даже мытье), они не деформируются и не покрываются грибком.
При повышенных требованиях к пожарной безопасности плоскость обшивается огнестойкими плитами, выдерживающими до 6-7 ч прямого воздействия. Такой тип используется в жилых многоквартирных и частных домах для задержания скорости распространения пламени, с этой же целью выбирают при отделке архивов, хозяйственных и производственных помещениях, хранилищ, вентиляционных систем. При необходимости совмещения свойств влаго- и огнестойкости приобретаются листы ГКЛВО, такая потребность чаще всего возникает при обустройстве промышленных объектов. Все специализированные марки представлены гипсокартоном средней толщины – от 9,5 до 12,5 мм, для выравнивания потолков подбирается меньший диапазон.
Для заложения криволинейных элементов в одно- и многоуровневых конструкциях нужна марка ГКЛА, армированная стекловолокном. Стандартная толщина таких плит не превышает 6,5 мм, их сгибают исключительно по длине, без выполнения надрезов или смачивания. Вне зависимости от вида дополнительно учитывается тип кромки изделия. Лучше всего подходят листы с УК и ПЛУК (утоненная и полукруглая). Варианты с прямыми торцами применяются только в многослойных системах или при монтаже, не требующем закладки стыков. Поверхность и швы закрывают тонким слоем штукатурки.
Работы начинают после расчистки и удаления осыпающихся стройматериалов и обработки грунтами-антисептиками. На этом этапе по периметру стен с помощью водяного или лазерного уровня откладывается одна или несколько горизонтальных линий (исходя из числа выступов). При соблюдении всех правил прямая начальной точки совпадет с завершающей. Для исключения ошибки по всей плоскости помещения натягивается шнур. При необходимости просто выровнять потолок, без сложной подсветки, конструкцию опускают только на высоту профиля (т.е. на 60 см от минимально возможной точки). При включении в план освещения точечных светильников для правильного расположения их корпусов потребуется не менее 10-12 см (по аналогии – при утеплении или звукоизоляции уровень зависит от толщины этой прослойки). Проводится разметка для прямых подвесов – по центральной оси профиля с интервалом в 60 см.
Для исключения ошибки по всей плоскости помещения натягивается шнур. При необходимости просто выровнять потолок, без сложной подсветки, конструкцию опускают только на высоту профиля (т.е. на 60 см от минимально возможной точки). При включении в план освещения точечных светильников для правильного расположения их корпусов потребуется не менее 10-12 см (по аналогии – при утеплении или звукоизоляции уровень зависит от толщины этой прослойки). Проводится разметка для прямых подвесов – по центральной оси профиля с интервалом в 60 см.
В дополнительном выравнивании нет необходимости, его проводят только при бескаркасном креплении, выбираемом редко. Но заделать крупные щели раствором рекомендуется хотя бы с целью улучшения изоляции и влагостойкости. И в частных домах, и в квартирах целесообразно совместить процесс выравнивания гипсокартоном и разводки электрокоммуникаций (провода либо раскладывают на чердаке и выводят в нужных точках, либо между профилем), это позволяет экономить пространство. В ванной, кухнях и других комнатах с повышенной влажностью кабель помещается в короба, в любом случае он надежно фиксируется. Все работы по разводке завершают до начала обшивки ГКЛ.
В ванной, кухнях и других комнатах с повышенной влажностью кабель помещается в короба, в любом случае он надежно фиксируется. Все работы по разводке завершают до начала обшивки ГКЛ.
Технология выравнивания и монтажа
Стандартная схема действий включает такие этапы: оценка состояния поверхности и ее подготовка → составление плана размещения листов, профиля и светильников, расчет материалов → разметка → разводка проводов → установка каркаса → обшивка конструкции → обработка стыков и оштукатуривание, декоративная отделка. Крепление поддержки начинают со стен – нижняя часть направляющего изделия укладывается строго по отмеченной черте и фиксируется с помощью дюбелей с шагом не более 45 см. Далее ставятся прямые подвесы, при сборке многоярусных проектов используются анкерные разновидности. После этого к ним прикрепляется профиль – на 5 мм короче расстояния между стенами для упрощения его монтажа в направляющие.
На этом этапе важно выровнять плоскость как можно лучше, контроль уровня проводит при фиксации каждого отрезка, для исключения ошибок между стенами натягивается леска. Первый профиль рекомендуется разместить с отступом от края на 30 см, не более, на проблемных участках его шаг учащают. Также сократить интервал от 60 до 40 см стоит при применении специализированных марок – огне- и влагостойких. Учащение обязательно при толщине гипсокартона для потолка свыше 12,5 мм.
Первый профиль рекомендуется разместить с отступом от края на 30 см, не более, на проблемных участках его шаг учащают. Также сократить интервал от 60 до 40 см стоит при применении специализированных марок – огне- и влагостойких. Учащение обязательно при толщине гипсокартона для потолка свыше 12,5 мм.
Исключительно продольного размещения недостаточно: поперечные вставки обязательны на всех местах стыков, не следует забывать о смещении. Самым надежным вариантом будет шахматное расположение профиля.
Поперечные элементы каркаса проще всего установить с помощью «крабов», при их отсутствии на нужных участках металл разрезается и загибается, но такой способ занимает много времени. Монтаж каркаса считается завершенным после фиксации всех вставок клопами-саморезами и еще одной проверки уровня.
Отделку гипсокартоном начинают с углов (все целые элементы ставят по краям, отрезки – к центру). Все отверстия под светильники подготавливаются заранее, после распила ГКЛ. Этот этап требует сил как минимум двух человек, поднять и зафиксировать плиты стандартного размера и веса самому крайне сложно. Для крепежа к каркасу используются металлические саморезы, располагаемые с шагом не более 25 см. Их шляпки утапливают на 1-2 мм, выступы не допускаются. В ходе обшивки оставляется небольшой зазор между соседними листами (в пределах 5 мм).
Этот этап требует сил как минимум двух человек, поднять и зафиксировать плиты стандартного размера и веса самому крайне сложно. Для крепежа к каркасу используются металлические саморезы, располагаемые с шагом не более 25 см. Их шляпки утапливают на 1-2 мм, выступы не допускаются. В ходе обшивки оставляется небольшой зазор между соседними листами (в пределах 5 мм).
Завершающим этапом идет отделка стыков и поверхностей: материал грунтуется, швы армируются стекловолокном или бумажной лентой и заполняются шпаклевкой, при необходимости – несколько раз. Отверстия под саморезы замазываются крестообразными движениями, излишки раствора на любых участках удаляются незамедлительно. После высыхания плиты слегка зачищается и покрывается тонким слоем финиша, при подготовке потолка из гипсокартона в частных домах и квартирах под покраску шпаклевку наносят дважды, в этом случае плоскость аккуратно шлифуют.
321 горячекатаная толщина катушки 0,1 мм листа нержавеющей стали HL
321 нержавеющая сталь имеет превосходное сопротивление к большому разнообразию въедливых сред включая горячие продукты масла, пар и газы сгорания. При длительной работе на воздухе хорошая стойкость к окислению до 900°С, при изменении температуры до 800°С. При работе в углекислом газе устойчива до 650°С. После всех известных способов сварки легко сваривается. Он легирован карбидом титана и, следовательно, устойчив к распаду зерна в соответствии с EN ISO 3651, так что, независимо от поперечного сечения, после сварки не требуется термическая обработка. Материал характеризуется хорошей пластичностью. Для механической обработки следует использовать только хорошо заточенные инструменты, в противном случае происходит сильное поверхностное упрочнение, что затрудняет дальнейшую обработку.
При длительной работе на воздухе хорошая стойкость к окислению до 900°С, при изменении температуры до 800°С. При работе в углекислом газе устойчива до 650°С. После всех известных способов сварки легко сваривается. Он легирован карбидом титана и, следовательно, устойчив к распаду зерна в соответствии с EN ISO 3651, так что, независимо от поперечного сечения, после сварки не требуется термическая обработка. Материал характеризуется хорошей пластичностью. Для механической обработки следует использовать только хорошо заточенные инструменты, в противном случае происходит сильное поверхностное упрочнение, что затрудняет дальнейшую обработку.
Описание товара:
Название продукта | Рулоны из нержавеющей стали марки 321 |
Вес рулона | 3-10 тонн или по необходимости |
Ширина | 20-2000 мм или по необходимости |
Толщина | 0,1–3 мм или по необходимости |
Стандарт | АИСИ, АФНОР, БС |
Техника | Горячекатаный / холоднокатаный |
Обработка поверхности | 2Б, 2Д, БА, №1, №4, №8, 8К, зеркальный, в клетку, с тиснением, с визирной линией, пескоструйный, Кисть, травление, Лист горячекатаный (ХП), Лист холоднокатаный (ХЛ), SATIN (вместе с пластиковым покрытием) и т. |
Допуск по толщине | ±0,01 мм~ ±0,25 мм |
Материал | 321 |
Заявка | В основном используется в секторах ядерной энергетики (также в жидком натрии), приборостроения реакторов, химических аппаратов (очень хорошая коррозионная стойкость), например, для производства уксусной и азотной кислоты, теплообменников, печей, бумажной и текстильной промышленности, нефтяной нефтеперерабатывающая и нефтехимическая, масложировая и мыловаренная промышленность, пищевая промышленность, молочные и бродильные заводы. |
МОК | 1 тонна, мы можем принять заказ образца. |
Время доставки | В течение 15-20 рабочих дней после получения депозита или работоспособного аккредитива |
Экспортная упаковка | Водонепроницаемая бумага и стальная полоса упакованы. |
Вместимость | 250 000 тонн/год |
 д.
д.
Chemical Composition:
| C | Си | Мн | Р | С* | Кр | Ni | Ти |
| ≤ % | ≤ % | ≤ % | ≤ % | ≤ % | % | % | ≤ % |
| 0,08 | 1,0 | 2,0 | 0,045 | 0,015 | 17,0-19,0 | 9,0-12,0 | 5 х С ≤ 0,70 |
* S ≤ 0,30 (для продуктов длительного хранения)
S =0,015 – 0,030 (для продуктов, подлежащих переработке)
Характеристики 321:
| Диапазон температуры | Плотность кг/дм3 | Твердость HB 30 |
| До 550°С | ≤ 215 |
 9″> 7,9
9″> 7,9
Физическая собственность:
| Закалка | Прочность на растяжение | Предел текучести | Удлинение | Роквелл | ||
| КСи | МПа | КСи | МПа | в 2 дюймах % | ||
| Отожженный | 75 | -515 | 30 | -205 | 40 | Б-95 макс. |
FAQ:
Q1. Каковы основные продукты вашей компании?
Каковы основные продукты вашей компании?
A1: Нашей основной продукцией являются пластины/листы из нержавеющей стали, рулоны, круглые/квадратные трубы, прутки, швеллеры и т. д.
Q2. Как вы контролируете качество?
A2: Сертификация заводских испытаний поставляется вместе с отгрузкой, возможна проверка третьей стороной. и мы также получаем ISO, SGS, Alibaba проверено.
Q3. Каковы преимущества вашей компании?
A35: У нас много профессионалов, технического персонала, более конкурентоспособные цены и лучшее послепродажное обслуживание, чем у других компаний из нержавеющей стали.
Q4: Каковы условия упаковки?
A3: как правило, мы упаковываем наши товары в пачки или бухты с помощью стержней или ремней, мы также можем упаковывать товары в соответствии с требованиями клиентов.
В5: какое у вас время доставки?
A4: Для запасов мы можем доставить товар в порт погрузки в течение 7 дней после получения вашего депозита.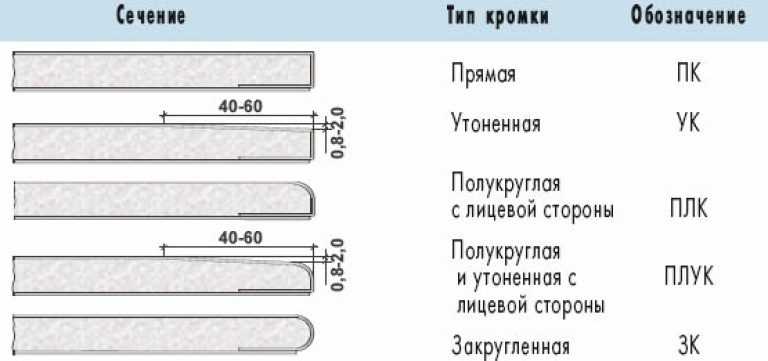
Для периода производства обычно требуется около 15-30 дней после получения депозита.
Q6. Можете ли вы предоставить образец?
A7: Мы можем предоставить образцы на складе бесплатно, если вы свяжетесь с нами.
Индивидуальные образцы займут около 5-7 дней.
Q7. Сколько стран вы уже экспортировали?
A6: экспортируется в более чем 50 стран, в основном из Америки, России, Великобритании, Кувейта, Египта, Турции, Иордании, Индии, Вьетнама, Таиланда, Южной Кореи и т. д.
Производство листового металла | Руководство по проектированию
Спинка
Материалы
Материалы по услугам
Литье под давлениемОбработка с ЧПУ3D-печатьЛистовой металл
Материалы по типам
Пластмассы, Металлы, Эластомеры
Связанные ссылки
Смолы, поставляемые заказчиком, Цвета
Руководство по альтернативам материалам для литья под давлением
Боретесь с нехваткой термопластичных материалов? Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.

Скачать
Ресурсы
Советы по дизайну
Руководства и отчеты о тенденциях
Тематические исследования
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Ролики
Часто задаваемые вопросы
Педагоги и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Исследования и разработки
Награда за крутую идею
Партнерские отношения
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
ЗакупкиСвяжитесь с нами
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
СШАТел.: 877.479.3680
Факс: 763.479.2679
E: [email protected]Лучшее в своем классе онлайн-предложение
включает производственный анализ, помогающий повысить технологичность изготовления деталей.
В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.Узнать больше
 В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.Получить предложениеВойти
Наши основные рекомендации по изготовлению изделий из листового металла включают важные аспекты проектирования, помогающие повысить технологичность изготовления деталей, улучшить внешний вид и сократить общее время производства.
Максимальные размеры
| США | Метрическая система | |
| РАЗМЕР | 39 x 47 дюймов | 990,6 мм x 1193,8 мм |
| ДЛИНА ИЗГИБА | 47 дюймов | 1193,8 мм |
Минимальные размеры
| США | Метрическая система | |
| ПЛОСКАЯ ЧАСТЬ | 0,250 дюйма x 0,250 дюйма | 6,35 мм x 6,35 мм |
| ФОРМОВАЯ ЧАСТЬ | 0,500 дюйма x 0,500 дюйма | 12,7 мм x 12,7 мм |
Допуски
Одна поверхность
| США | Метрическая система | |
| Отводы | +/- 1 градус | +/- 1 градус |
| Смещения | +/- 0,012 дюйма | +/- 0,304 мм |
| Диаметры отверстий | +/- 0,005 дюйма | +/- 0,127 мм |
| край в край/отверстие; отверстие в отверстие | +/- 0,005 дюйма | +/- 0,127 мм |
| Фурнитура для края/отверстия | +/- 0,010 дюйма | +/- 0,254 мм |
| Аппаратное обеспечение | +/- 0,015 дюйма | +/- 0,381 мм |
| Изгиб к краю | +/- 0,010 дюйма | +/- 0,254 мм |
| Изгиб в отверстие/оборудование/изгиб | +/- 0,015 дюйма | +/- 0,381 мм |
Несколько поверхностей
| США | Метрическая система | |
| Элементы, разделенные двумя или более изгибами | +/- 0,030 дюйма | +/- 0,762 мм |
|---|
Допуски различаются в зависимости от особенностей детали, таких как изгибы, смещения, отверстия и вставленные детали.
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
Руководство по проектированию из листового металла
Загрузите это руководство, чтобы изучить процессы, связанные с созданием деталей из листового металла, а также способы проектирования общих элементов и выбора правильного материала.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0003
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Материалы
- Алюминий (1)
- Латунь (2)
- Медь (3)
- Нержавеющая сталь (4)
- Сталь: необработанный CR (5)
- Сталь: CR Galvaneal и CR Galvanized (6)
ПРОСМОТР МАТЕРИАЛОВ >
Таблица толщины листового металла
Поскольку детали из листового металла изготавливаются из одного листа металла, толщина стенок детали должна быть одинаковой. Толщина листового металла варьируется от 0,024 дюйма (0,609мм) до 0,250 дюйма (6,35 мм).
Поскольку детали из листового металла изготавливаются из одного листа металла, деталь должна иметь одинаковую толщину стенки.
Толщина листового металла варьируется от 0,024 дюйма (0,609 мм) до 0,250 дюйма (6,35 мм).
Чистовая обработка
Мы предлагаем сварные сборки, стандартную фрезерную обработку, обработку кромок и орбитальную шлифовку, а также ряд дополнительных вариантов отделки листового металла:
- Шов, прихватка, и стежковая сварка
- Вставка фурнитуры и заклепка: Стандартная фурнитура из листового металла PEM
- Порошковое покрытие : Разнообразие цветов порошковой краски с текстурированной и нетекстурированной отделкой, включая цвета RAL. Посмотрите наши варианты порошковой окраски здесь
- Трафаретная печать (одно- и двухцветная): Цвета смешаны, чтобы точно соответствовать большинству номеров Pantone
- Комплекты : заклепочные и сварные POP
- Покрытие : Анодирование, хромирование, цинкование и пассивирование
 Посмотрите наши варианты порошковой окраски здесь
Посмотрите наши варианты порошковой окраски здесьДля упрощения производства доступно собственное порошковое покрытие, а на детали наносится порошковое покрытие в соответствии с государственными постановлениями.
Радиус изгиба
Мы сохраняем допуск +/- 1 градус на все углы изгиба. Мы предлагаем широкий диапазон обычных радиусов изгиба, но наш стандартный радиус изгиба составляет 0,030 дюйма (0,762 мм). Это отраслевой стандарт и наиболее рентабельный. Длина фланца должна быть не менее чем в 4 раза больше толщины материала.
Рекомендуется использовать одинаковые радиусы для всех изгибов, а длина полки должна как минимум в 4 раза превышать толщину материала.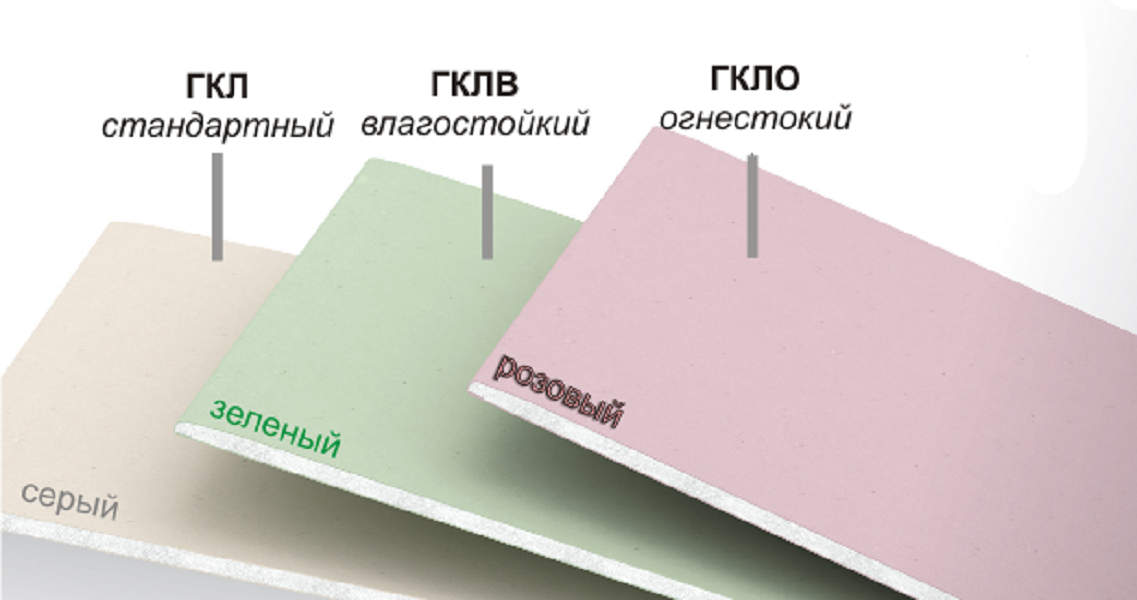
Кромки
Формируем открытые и закрытые швы. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки.
Мы рекомендуем, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Смещения
Смещения используются для создания Z-образных профилей в деталях из листового металла. Мы смещаем допуск по высоте на +/-0,012 дюйма (0,304 мм) от верха листа до верха бланка и рекомендуем смещение 0,030 дюйма (0,762 мм).
Дополнительные стандартные опции включают: доступны 0,060 дюйма (1,524 мм), 0,093 дюйма (2,362 мм), 0,125 дюйма (3,175 мм), 0,187 дюйма (4,749 мм), 0,213 дюйма (5,410 мм), 0,250 дюйма , (6,35 мм), 0,281 дюйма (7,137 мм) и 0,312 дюйма (7,924 мм).
Отверстия и прорези
Диаметр отверстий и прорезей должен быть не меньше толщины материала. Если материал толщиной 0,036 дюйма (0,914 мм) или тоньше, отверстие должно находиться на расстоянии 0,062 дюйма (1,574 мм) от края материала; если материал толще 0,036 дюйма (0,914 мм), отверстие должно находиться на расстоянии не менее 0,125 дюйма (3,175 мм) от края материала во избежание деформации. Если требуются аппаратные вставки, расстояние должно соответствовать спецификациям производителя.
Если требуются аппаратные вставки, расстояние должно соответствовать спецификациям производителя.
Выемки и выступы
Выемки должны быть не менее толщины материала или 0,04 дюйма (1,016 мм), в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть не менее чем в 2 раза толще материала или 0,126 дюйма (3,200 мм), в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
Зенковки
Мы предлагаем как обработанные, так и формованные зенкеры — конические отверстия, вырезанные в изготовленном объекте, позволяющие вставлять шуруп, гвоздь или болт заподлицо с поверхностью.
Мы рекомендуем измерять основные диаметры зенкеров от 0,090 дюйма (2,286 мм) до 0,500 дюйма (12,7 мм) с использованием одного из следующих стандартных углов: 82°, 90°, 100° и 120°.
Допуск для большого диаметра формованной зенковки составляет +/- 0,010 дюйма (0,254 мм).