классификация и характеристика способов сварки
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
В этой статье:
- Термитная сварка
- Электродуговая контактная сварка
- Газопламенная сварка
- Электрошлаковая сварка
- Плазменная сварка
- Термомеханический класс сварки
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.
Термическая сварка применяется для соединения:
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой «ССР» — «стыковое соединение рельсов».
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Аргоновая сварка (TIG)
Аргоновой сваркой соединяют:
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
Сварка полуавтоматом (MIG/MAG)
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
Термомеханический класс сварки
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная.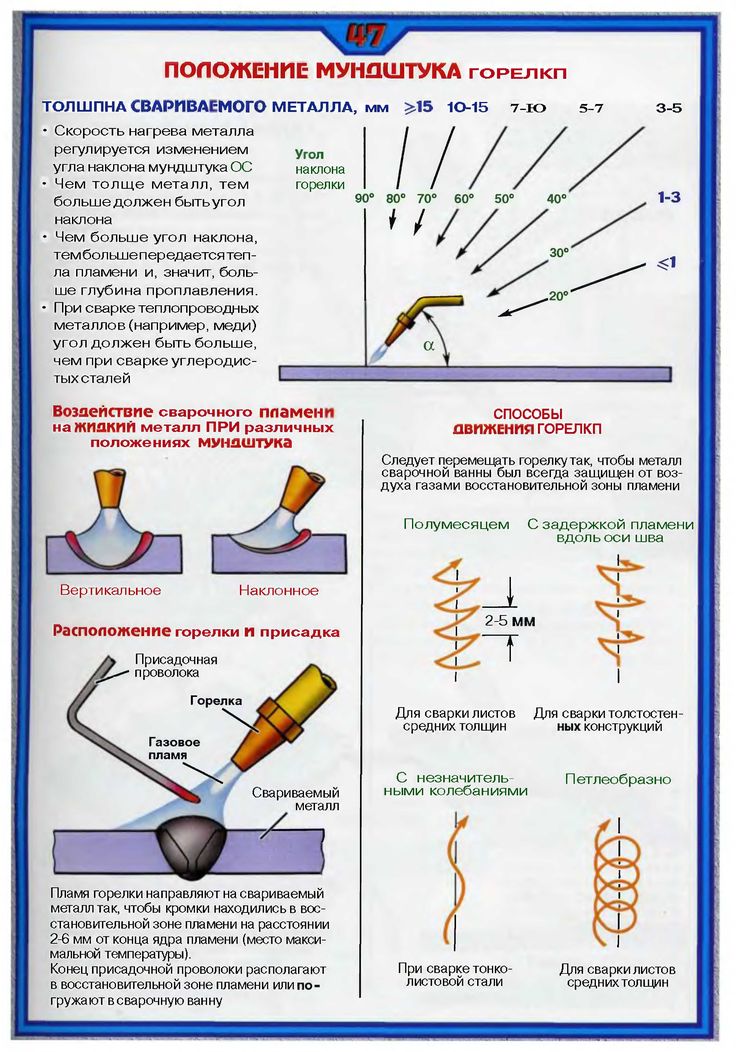 Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Какой вид сварки легче всего освоить?
СкрытьПодробнее
Легче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Какой аппарат купить для гаража, дачи?
СкрытьПодробнее
Зависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Существуют ли универсальные аппараты?
СкрытьПодробнее
Да, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
Чем газовая сварка пропаном отличается от сварки ацетиленом?
СкрытьПодробнее
По принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Взаимозаменяемы ли пропановая и ацетиленовые горелки?
СкрытьПодробнее
Нет! У них разная форма мундштуков.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
принципы классификации. Особенности, сферы применения
1 / 1
Содержание:
- Принципы классификации сварки
- Признаки физического воздействия
- Технические признаки
- Классификация по технологическим принципам
- Ручная дуговая сварка (MMA)
- Аргонодуговая сварка неплавящимся электродом (TIG)
- Полуавтоматическая сварка (MIG/MAG)
- Газовая сварка
- Точечная (контактная) сварка
- Механическая сварка
- Электрошлаковая сварка
- Плазменная сварка
- Электронно-лучевая сварка
- Лазерная сварка
- Диффузионная сварка
- Сварка высокочастотными токами
Мосты, корабли, самолёты – всё, чем так гордится человечество, первоначально строилось при помощи ковки либо клёпки. В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
Первый мост, созданный методом сваривания, был сделан в СССР в городе Киеве. Он соединил левый и правый берега Днепра. Мощный толчок развитию сварочных технологий, как ни странно, принесла беда. В годы Великой Отечественной Войны на заводах, эвакуированных за Урал, танки стали собирать сваркой. Время потребовало технологию быстрой и качественной сборки, и она была создана в кратчайшие сроки.
После окончания войны, необходимость быстрого восстановления страны подтолкнула внедрение сварочных технологий в различные отрасли народного хозяйства. Не осталась в стороне от этой прогрессивной технологии и космонавтика. Поскольку Советский Союз был пионером в освоении космоса, то сварка на орбите впервые в мире была произведена на советском космическом корабле «Союз-6» в 1969 году.
Именно в это время сваривание металлов прочно вошло во все отрасли народного хозяйства. Клёпка и ковка остались разве что в арсенале мастеров художественных изделий.
Дальнейшее развитие сварочных технологий в современном мире пошло в сторону улучшения самого процесса, наращивания возможностей сварочных аппаратов и расширения областей применения этой прогрессивной техники.
Принципы классификации сварки
Количество способов и видов сваривания различных материалов уверенно перевалило за полторы сотни. Для того, чтобы качественно сварить металлы, необходимо правильно выбрать метод сваривания. В этом поможет классификация видов сварки. Существует множество «самодельных» классификаций, которые создают хаос в данном вопросе и способствуют закупке оборудования, несоответствующего поставленным задачам. Единственно правильным подходом следует считать практику классифицирования по принципу осуществления физического воздействия, степени технического обеспечения и применению различных технологий.
Признаки физического воздействия
Для определения класса сварки необходимо рассмотреть форму приложенной энергии.
Различают три класса сварки:
-
термический; -
термомеханический; -
механический.
Термический класс объединяет в себе процессы, происходящие за счёт использования различных видов тепловой энергии. Наибольший объём работ в этом классе выполняется дуговой и газовой сваркой. Эти два вида обязательны в любых производствах, связанных с созданием металлических конструкций или их ремонтом.
Термомеханический класс предполагает два вида воздействия: нагрев и давление. Ярким примером служит контактная сварка, когда электроды одновременно разогревают и сжимают детали. Гораздо реже встречаются другие представители этого класса: дугопрессовая, диффузионная и кузнечная.
Состав механического класса не велик, но достаточно интересен. С одной стороны это экономически выгодные виды сварки, а с другой стороны, они требуют столь специфических условий, что имеют очень малую область применения. Экономическая выгода обусловлена отсутствием нагрева. К этому классу относят холодную сварку давлением (гипербарическая), сварку трением, ультразвуковую сварку и сварку взрывом.
Технические признаки
Для этой классификации задействованы такие принципы:
-
принцип защиты от окисления; -
непрерывность процесса; -
уровень механизации.
Качество шва зависит от степени защиты от окисления. Наиболее распространёнными считаются технологии сваривания в среде защитных газов. Часто встречается защита флюсом, пеной и различными комбинированными способами.
Классификация видов сварки по непрерывности процесса не требует особых разъяснений и имеет всего два вида: непрерывные процессы или прерывистые. По степени механизации тоже сильно не мудрили и остановились на следующем варианте классификации:
-
ручные; -
механизированные; -
автоматизированные; -
автоматические.
Классификация по технологическим принципам
По технологическим принципам виды сварки классифицируются в зависимости от того, какие технологии лежат в основе процесса сваривания. Это очень разветвлённая и не лишённая противоречий классификация, которая постоянно уточняется и обновляется. Например, в отдельный вид выделена технология дуговой сварки, здесь же она разделяется на mig/mag, mma, tig, которые, в свою очередь, разделяются по виду сварочного тока, диаметру и виду электрода и многим другим признакам.
Виды сварки
Ручная дуговая сварка (MMA)
Это основа всех основ. Именно с этого вида сваривания начинался победный марш сварочных технологий по различным отраслям производства. В те времена достаточно было иметь сварочный трансформатор и пачку электродов, чтобы варить везде: от судостроения, трубопроводов, до ворот на даче. В наше время источники сварочного тока стали на порядок легче, намного экономичнее и мощнее. Разработано множество технологий сваривания в зависимости от пространственного положения шва, химического состава и толщины металла.
Основное преимущество данного вида сварки – простота и доступность оборудования, возможность выдвинуться в любую точку на местности (при наличии электросети или мобильного генератора). Из недостатков можно отметить небольшой перечень свариваемых материалов. В основном, это чёрные металлы. Как любой вид ручной работы, требует значительной квалификации сварщика. Особенно это касается сваривания потолочных и вертикальных швов, сваривания толстых листов металла.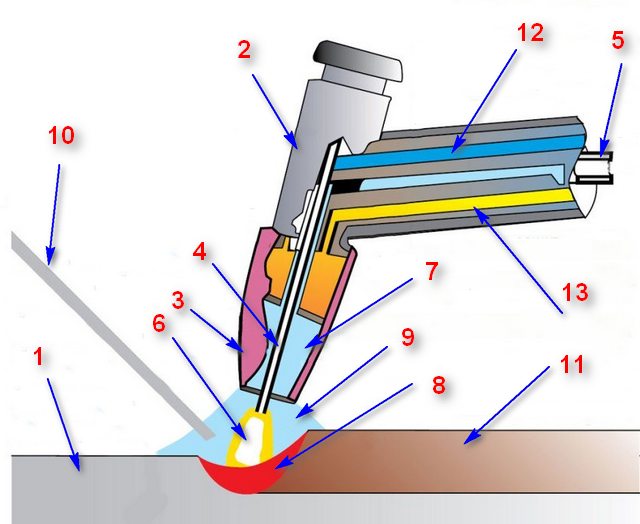
Аргонодуговая сварка неплавящимся электродом (TIG)
Этим видом сваривания охвачено не более 1% от всей массы сварочных работ. Но обойтись без него невозможно, если речь идет о цветных металлах. Этот способ позволяет варить практически всё. Причем шов получается высочайшего качества, даже при сваривании тонких листов металла. Отсюда и область применения этого метода распространяется на судостроение, авиастроение, создание космических аппаратов. Самое массовое применение этого вида сваривания можно наблюдать в автомобилестроении и кузовном ремонте.
Сварка осуществляется вольфрамовым или графитовым электродом в среде, которая создаётся подачей защитного газа в район сварочной ванны. Применяются смеси из активных и инертных газов, в зависимости от материала свариваемых деталей. Основными недостатками этого метода принято считать значительную стоимость работ, которая складывается из дорогого оборудования, расхода газов и использования сварщиков высокой квалификации.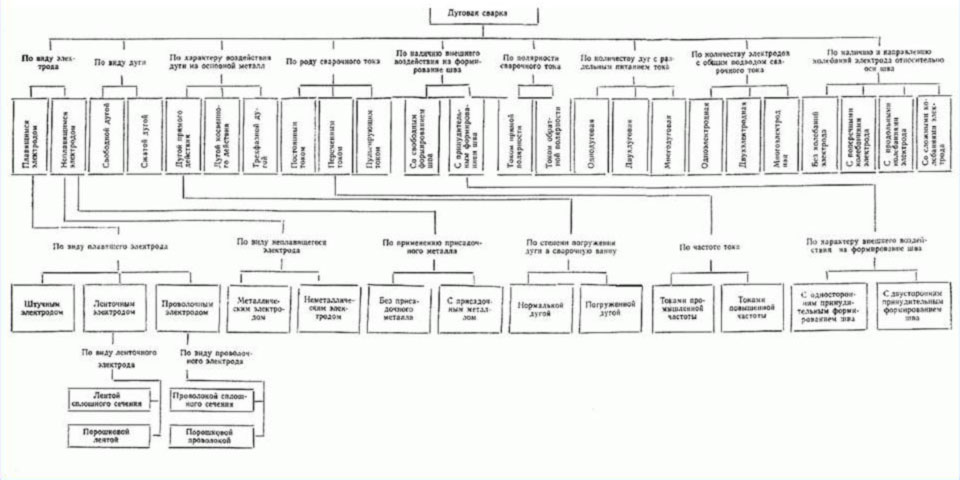
Полуавтоматическая сварка (MIG/MAG)
Этот вид соединения деталей очень похож на предыдущий, но в качестве электрода здесь используется специальная проволока, которая подаётся в зону сваривания автоматически. Для этого в аппаратах MIG/MAG предусмотрен подающий механизм. Защита сварочной ванны от воздействия кислорода воздуха может производиться либо подачей защитного газа, либо применением порошковой проволоки, либо флюсом. Основная область применения полуавтоматов – сваривание цветных металлов и легированных сталей.
Чаще всего в качестве защитного газа используется углекислый газ. Работа на полуавтомате не требует высокой квалификации у сварщика. Ещё один плюс этого вида – его высокая производительность. Поэтому повсеместно распространено использование этого способа на массовых производствах, где имеет место сваривание длинных швов на листовых металлах.
Газовая сварка
Этот вид сваривания имеет больше недостатков, чем преимуществ, но остаётся актуальным более 100 лет. Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
-
простота оборудования; -
высокая мобильность; -
широчайший перечень свариваемых материалов; -
сварка и резка «в одном флаконе».
Недостатки, которые сдерживают её применение на производстве, в основном, определяются неизбежно широкой зоной нагрева. Из-за этого процессы происходят медленно с большим расходом газа, что сказывается на себестоимости работ. Ещё один минус – это невозможность автоматизации таких процессов и как следствие — необходимость высокой квалификации сварщика.
Точечная (контактная) сварка
В более широком понимании эта сварка называется контактной, но большее распространение получила одна из её разновидностей – точечная сварка, поэтому в обиходе этот вид соединения деталей называют точечной сваркой. Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Этот вид не требует особой рабочей квалификации, но невозможен без дорогого оборудования и ограничен в толщине и форме соединяемых деталей. Зато точечная сварка хорошо автоматизируется и имеет высокую производительность. Наибольшее распространение она получила на массовых производствах, конвейерных линиях. Самый яркий и весомый пример – сварочные роботы в автомобильной промышленности.
Механическая сварка
Чаще её называют сваркой взрывом. С её помощью покрывают одни металлы другими. Выполняется за счёт нагрева, который образуется при трении одного металла о другой.
Электрошлаковая сварка
Очень редкий вид, применяется для получения ковано-сварных изделий. Сварочный ток пропускают через шлак, используя в качестве электродов проволоку, стержни и т. п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
Плазменная сварка
Один из тепловых видов сваривания и резки металлов. Очень производительный вид, поддающийся полной автоматизации. Характеристика плазмотрона позволяет создать мощный концентрированный поток плазмы, которым и производится сваривание (чаще резка) металла.
Электронно-лучевая сварка
В этом виде сваривания тепло создаётся электронным лучом. Понятно, что работы должны проводиться в вакуумной камере или на выходе из неё. Вид очень редкий, требует специального дорогого оборудования и применяется в редких случаях.
Лазерная сварка
В отличие от предыдущего вида, лазерная сварка нашла широкое применение в различных отраслях промышленности. Созданы разные типы лазеров (твердотельные, газовые, жидкостные, полупроводниковые), доступные широким слоям населения. Кроме промышленных установок, имеется большое количество самодельных станков с ЧПУ, созданных на основе лазера и микроконтроллерного управления.
Диффузионная сварка
Одна из разновидностей тепломеханической сварки. Детали разогревают и сдавливают одновременно. Для качественного прохождения процессов необходим вакуум. Как следствие, возникает необходимость создания дорогих установок, поэтому применяется только в очень ответственных узлах космической, авиационной и электронной промышленности.
Сварка высокочастотными токами
Специфический вид создания неразъёмных соединений, который традиционно закрепился на автоматизированных линиях по изготовлению трубопроводов. Очень высокопроизводительный и максимально автоматизированный метод. К месту сваривания труб подводится специальный высокочастотный индуктор и через несколько секунд разогретые токами высокой частоты трубы соединены. Ни огня, ни копоти.
Правильный выбор – основа успеха
4 различных типа сварочных процессов 2022
Если вы думаете о карьере сварщика, важно определить область, в которой вы хотели бы специализироваться. Существует более 30 различных типов сварочных процессов, от газокислородной к более сложным практикам лазерного луча. Тем не менее, эти разновидности обычно делятся на четыре основных типа.
Существует более 30 различных типов сварочных процессов, от газокислородной к более сложным практикам лазерного луча. Тем не менее, эти разновидности обычно делятся на четыре основных типа.
4 основных типа сварочных процессов
- Подайте заявку на получение степени сварщика в NEIT!
Загрузка…
Существует четыре основных типа сварки: дуговая сварка металлическим электродом в среде защитного газа (GMAW/MIG), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка порошковой проволокой (FCAW).
В этом посте мы подробно расскажем об особенностях, назначенных каждому процессу, и выделим различия между ними. Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Газовая дуговая сварка металлическим электродом (GMAW/MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере прохождения через сварочный аппарат к месту сварки. Защитный газ должен использоваться для защиты сварного шва от загрязняющих веществ в воздухе.
Обычно это двуокись углерода, кислород, аргон или гелий. Этот метод часто используется для обработки таких металлов, как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и т. д. Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной промышленности.
Дуговая сварка металлическим электродом в среде защитного газа считается одной из самых простых в освоении технологий сварки, что делает ее особенно интересной для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом процесса сварки, связаны с затратами на получение защитного газа, а также с невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG)
Этот тип сварки, также известный как сварка вольфрамовым электродом в среде инертного газа или сварка TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Это обычно применяется к производству велосипедов или самолетов.
В отличие от других типов сварки, при сварке TIG для получения сварного шва используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно это аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения, и он обеспечивает самое высокое качество сварных швов.
Поскольку между дугой и областью сварки находится лишь крошечная область, для выполнения требуется огромная точность и мастерство. Сварные швы, полученные этим методом, известны своей чрезвычайной прочностью.
Дуговая сварка защитным металлом (SMAW)
Этот тип сварки основан на ручной технике с использованием плавящегося электрода, покрытого флюсом. Этот метод, как правило, наиболее популярен среди сварщиков на дому. Этот процесс также более неофициально известен как сварка стержнем.
Прозвище относится к электроду, используемому для сварки металла, который имеет форму «палки». Поскольку дуговая сварка защитным металлом требует минимального оборудования, это один из самых недорогих процессов.
Этот вид сварки не требует защитного газа и может выполняться на открытом воздухе при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами. Тем не менее, недостатки действительно существуют.
Сварка электродом
обычно не позволяет производить продукцию самого высокого качества. Они склонны к пористости, трещинам и неглубокому проникновению. В целом, сварные швы менее долговечны, чем другие виды сварки.
Они склонны к пористости, трещинам и неглубокому проникновению. В целом, сварные швы менее долговечны, чем другие виды сварки.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка с флюсовой проволокой вращается вокруг процесса непрерывной подачи проволоки. Существует два отдельных процесса, связанных с дуговой сваркой с флюсовой проволокой.
В одном из них используется защитный газ, а в другом используются самозащитные вещества, образующиеся при разложении флюса внутри проволоки.
Этот вид сварки известен тем, что он недорогой и простой в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в этой области.
Также позволяет сварщикам выполнять работу на открытом воздухе (ветер не повлияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для строительных проектов.
Начните свою карьеру сварщика в Технологическом институте Новой Англии
Степень младшего специалиста в области технологии сварки в NEIT, одной из лучших школ сварки в стране, дает интенсивный практический опыт, необходимый для начала карьеры в области сварки.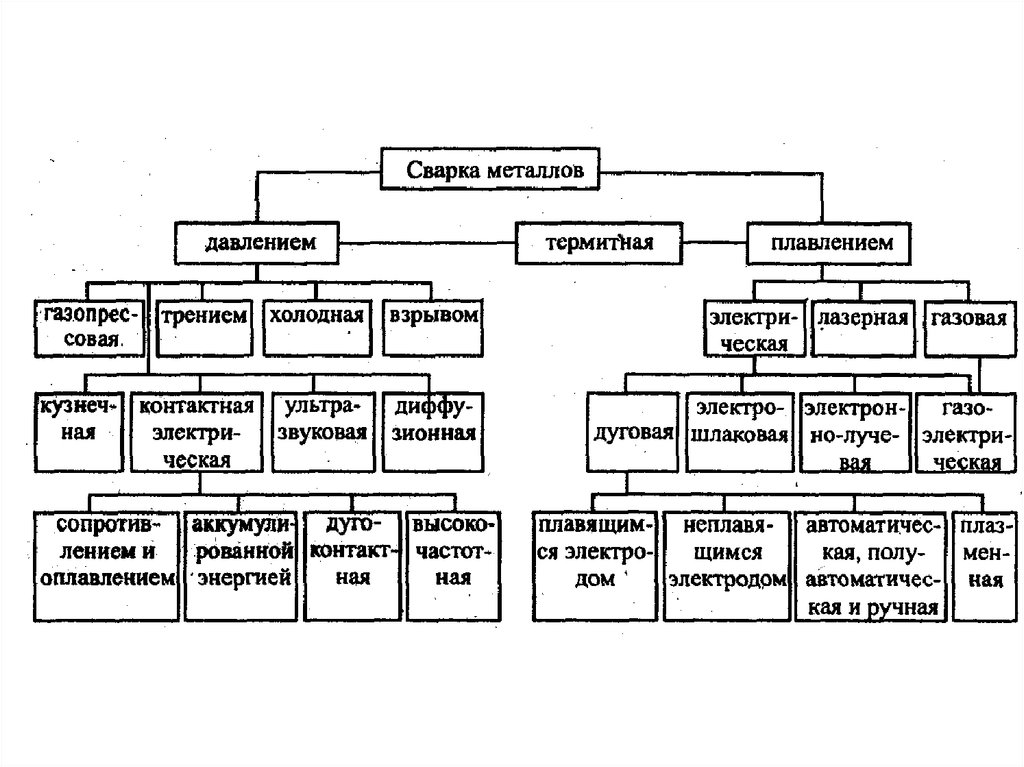
Программа предназначена для того, чтобы помочь учащимся овладеть навыками сварки и монтажа трубопроводов, познакомить их с САПР, проектированием зданий и научить читать чертежи. Дополнительная теория и практика также включены в учебную программу.
Выпускники
будут подготовлены к ряду различных отраслевых должностей, включая инженера по сварке, сварщика на производстве, техника по промышленному проектированию, инженера по контролю качества, дизайнера CADD, техника CADD, продавца сварочной промышленности и техника по испытанию материалов.
Учащиеся также будут подготовлены к будущим сертификационным экзаменам посредством имитационного квалификационного теста сварщика.
Различные виды сварки и для чего они используются
Помните фильм 80-х «Танец-вспышка»? Главная героиня, Дженнифер Билз, днем работала сварщиком на сталелитейном заводе в Питтсбурге, и для многих людей это было их первым проблеском того, чем сварщик зарабатывает на жизнь.
Дженнифер, безусловно, сделала сварку гламурной, хотя фильм, не говоря уже о навыках сварщика Джен, подвергся резкой критике со стороны критиков.
Сообщается, что впоследствии Джен сказала, что она изучала сварку в течение двух месяцев до начала съемок, но поскольку режиссер хотел, чтобы в камере было больше искр, ей пришлось проделать ужасную работу. Возможно, мы сможем отпустить ее с крючка.
Несмотря на то, что изображают в фильмах, сварка — это, конечно, серьезная работа. Он используется для соединения кусков металла вместе и является очень искусным ремеслом. Итак, какие существуют виды сварки и для чего они используются в промышленности?
Сварка МИГ
Сварка МИГ является одним из самых простых видов сварки для новичков. Сварка MIG на самом деле представляет собой два разных типа сварки. В первом используется оголенный провод, а во втором — флюсовый сердечник.
Сварка MIG неизолированной проволокой может использоваться для соединения тонких металлических деталей. Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварка электродом
Сварка электродом, также известная как дуговая сварка, делается по старинке. Ручную сварку немного сложнее освоить, чем сварку MIG, но вы можете купить сварочное оборудование за очень небольшую плату, если хотите попробовать дома. При сварке стержнем используется сварочный стержень с стержневым электродом.
В приведенном ниже видео объясняется разница между сваркой с подачей проволоки и сваркой электродом.
Сварка ВИГ
Сварка ВИГ чрезвычайно универсальна, но она также является одной из самых сложных для освоения технологий сварки, а сварщики ВИГ Lincoln Electric являются квалифицированными специалистами.
Для сварки TIG необходимы две руки. Одна рука подает стержень, а другая держит горелку TIG. Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, сплавы никеля, сплавы меди, кобальт и титан.
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хромомолибденовой стали, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный процесс сварки велосипедных рам, газонокосилок, дверных ручек, крыльев и многого другого.
Плазменно-дуговая сварка
Плазменно-дуговая сварка является точной технологией и обычно используется в аэрокосмической промышленности, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопатка двигателя или воздушное уплотнение. Плазменно-дуговая сварка по технике очень похожа на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Обычной комбинацией газов является аргон в качестве плазмообразующего газа и аргон плюс от 2 до 5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это чрезвычайно точные методы сварки с высокой энергией. Электронные лучи и лазеры могут быть сфокусированы и направлены с исключительной точностью, необходимой для сварки самых маленьких имплантируемых медицинских устройств, а также обеспечивают огромную мощность, необходимую для сварки крупных деталей космического корабля. Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точки зрения. Оба могут быть экономически эффективными.
Посмотрите видео ниже, демонстрирующее некоторые преимущества и недостатки электронно-лучевой сварки по сравнению с лазерной сваркой.
