Как производится сварка проводов в распределительной коробке
Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но лучше выполнить скрутку проводов. Затем выполняется сварка скруток своими руками. Тогда можно иметь стопроцентную гарантию, что проблемы с электрической проводки из-за плохого контакта будут практически исключены.
На деле, частенько случается обрыв соединения, который, в общем-то, может стать пожароопасным. А случается это из-за постепенного ослабевания контакта в соединениях, особенно, если нагрузка достаточно большая, происходит нагревание, что и приводит к последствию, описанному выше.
Поэтому, не входя в детали клеммных соединений, при необходимости лучше всего аппарат для сварки купить и соединять провода скруткой, а потом может осуществляться сварка проводов своими руками.
Спаивание или сварка, что лучше?
В скрутке спаивать провода достаточно сложно, потому что там могут собираться жилы большого сечения по несколько штук. Поэтому паяльнику такая работа не под силу, тем более, когда распределительные коробки находятся высоко. А с паяльником в таких условиях работать будет крайне неудобно.
Поэтому паяльнику такая работа не под силу, тем более, когда распределительные коробки находятся высоко. А с паяльником в таких условиях работать будет крайне неудобно.
С другой стороны, сварка проводов в распределительной коробке потребует несколько секунд, чтобы соединение произошло успешно, и кабельные сердечники навечно сварились. Перегрев из-за нагрузки здесь исключится полностью, а соединение контактов станет прочным и долговечным.
Отличие между пайкой и сваркой в том, что спаивать скрутку нужно по всей длине, а при сварке достаточно зафиксировать лишь кончик для соединения жил в один сплав.
Сварка проводов в распределительной коробке
Это легко делается самостоятельно, конечно, в том случае, если есть сварочный аппарат. Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Сила подающегося тока зависит также и от толщины жил, и от количества проводов, находящихся в скрутке. Также имеется прямая зависимость от самих сварочных аппаратов, в которых могут иметься разные отклонения от той силы, которая выставлена регулятором. Кроме этого, практическое напряжение может быть различным от номинального.
Для того чтобы контакт между проводами состоялся, требуется пара секунд. Перед началом работы будет лучше, если есть возможность потренироваться в сварке скруток вне коробки и добиться того, чтобы электрод не перегревался и не залипал во время проведения сварочной работы. Естественно, нужно также позаботиться об отключении от сети тех участков, где будет произведена сварка проводов инвертором. Поэтому, помимо счетчика в доме, лучше иметь еще два и больше независимых контуров электрического снабжения.
Сварка проводов своими руками
Для проведения сварки необходимы графитовые медные электроды. Их можно приобрести ровно столько штук, сколько требуется, поэтому много денег для этого будет не нужно. А всего таких электродов необходимо будет один или два. Вместо них можно воспользоваться графитовой щеткой, взятой из коллекторного электрического двигателя.
А всего таких электродов необходимо будет один или два. Вместо них можно воспользоваться графитовой щеткой, взятой из коллекторного электрического двигателя.
Она вставляется в сварочный аппарат таким же способом, как и электрод. Для замыкания дуги лучше всего подготовить «крокодильчики» (и не забыть их снабдить ручками с прочной изоляцией), потому что обычным держателем и зажимом в распределительной коробке трудно будет обойтись.
Перед тем, как проводится сварка проводов в распределительной коробке, провода очищают от имеющейся изоляции. Для обеспечения прочного контакта не последняя роль отводится площади, где происходит соприкосновение поверхностей. Для этого жилы оголяются приблизительно на десять сантиметров. Когда скрутятся провода, их длина будет равна пяти сантиметрам. Масса присоединяется к скрутке рядом с изолированной частью.
К проводам нужно приблизить электрод до степени образования дуги. Контакт при этом составляет примерно пару секунд.
Чтобы избежать обжигания, надо дождаться остывания и тогда приступать к следующей сварке. Так, не тратя уйму времени, можно с легкостью справиться со всеми имеющимися распределительными коробками.
 Чтобы избежать обжигания, надо дождаться остывания и тогда приступать к следующей сварке. Так, не тратя уйму времени, можно с легкостью справиться со всеми имеющимися распределительными коробками.
Чтобы избежать обжигания, надо дождаться остывания и тогда приступать к следующей сварке. Так, не тратя уйму времени, можно с легкостью справиться со всеми имеющимися распределительными коробками.После сварки работа завершается путем изолирования скруток. Для этого пользуются изолентой, как раньше, однако есть другой, более современный метод изоляции — термоусадочные трубки. Вокруг проводов заматывать изоленту, если рядом находятся другие скрутки, будет очень неудобно. Поэтому в этом случае помогут термоусадочные трубки, которые легко надеваются и подогреваются с помощью строительного фена. В нагретом состоянии, они зажимаются вокруг проводов, создавая прочную оболочку.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка проводов в распределительной коробке своими руками
- Статья
- Видео
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является соединение проводов в распредкоробках. Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.
Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.
- Важно знать
- Что нужно подготовить
- Особенности процесса
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 см и более) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
- Как сделать паяльник своими руками
- Как выбрать паяльную станцию
- Как снять изоляцию с кабеля
Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | Распределительная коробка для нескольких сварочных аппаратов | Практик-механик
мжк
Титан
#1
Публикую это, чтобы дать кому-то идею на случай, если они окажутся в такой же ситуации.
У меня есть Precision tig 225, Tombstone Stick и машина SP200 mig, которые используют 230 50 ампер.
Имейте в виду, что одновременно используется только 1 машина, и сварка не является моей основной деятельностью.
Проблема в том, что у меня только 1 розетка.
Ничего страшного, но каждый раз, когда мне приходится использовать другую машину, я должен отключать и подключать ту, которую собираюсь использовать, а розетка находится за машинами.
Решение состояло в том, чтобы сделать так, чтобы все 3 были подключены, чтобы исключить отключение и подключение машин.
Возможно, можно было бы запустить еще 2 цепи……. но это будет около 400,00 долларов США
фотографии того, что я придумал Я вложил менее 100 долларов.
Коробки и тележка были утилизированы, краска вроде как соответствует красному Линкольну.
Все 3 аппарата останутся подключенными к сети.
Вилки расположены в шахматном порядке, чтобы вокруг каждой вилки оставалось место для рук.
Выключатель будет находиться в выключенном положении, когда сварочные аппараты не используются.
DDoug
Алмаз
#2
Аналогично делал, только коробки спаял, а переключателей нет.
сейнер
Алюминий
#3
Я думаю, что за такие усилия можно было бы протянуть кусок трубы и восемь проводов.
Для тройного удлинителя это шумоглушитель.
мжк
Титан
#4
Для прокладки трубопровода потребовались бы разгрузочные стеллажи для поддонов и несколько составных изгибов трубопровода.
Если бы я был в ситуации, когда нужно было запустить 2 машины одновременно, это было бы необходимо.
купе
Нержавеющая сталь
#5
У нас был переключатель между аппаратом для точечной сварки с проводным подключением и розеткой, используемой для сварки MIG и TIG и плазменной резки. Затем мы реорганизовали зону сварки, убрали выключатель и подключили к аппарату точечной сварки вилку, чтобы все они пользовались одной розеткой. Это в больничном магазине, и на этом столе может работать только один человек, но все должно быть закодировано, поэтому не подключайте все эти нагрузки к одной цепи, теоретически они никогда не будут использоваться вместе. На самом деле хорошо иметь эти вещи, ориентированные на безопасность, поскольку вы можете указать на них, когда есть визит комитета по безопасности, и они рискуют выдвинуть глупые правила, когда не о чем говорить. ПОСМОТРИТЕ НА ЭТУ ЭЛЕКТРИЧЕСКУЮ СХЕМУ. БЕЗОПАСНОСТЬ УЖЕ ПРОИСХОДИТ, КОГДА МЫ ГОВОРИМ!!
Стростковый
Нержавеющая сталь
#6
Я хочу сделать разветвитель, похожий на те, что вы видите для домашнего использования, но увеличить его до 240 В 50 А.
Коул2534
Алмаз
#7
Если вы можете запустить только один за раз, почему вы беспокоитесь? Просто повесьте 3 вилки на цепь и назовите это хорошим.
Отправлено с моего SM-T560NU с помощью Tapatalk
Скраффи887
Титан
#8
Я поставил 4)розетки 480 вольт на ту же цепь. Но есть только 2) 480-вольтовых сварщиков, и я единственный, кто занимается сваркой. Иногда у меня одновременно работают оба сварочных аппарата. Но у меня мало надежд на одновременное освоение сварки TIG и MIG, хотя у меня две руки. Может быть, использовать MIG для подачи горячей проволоки в TIG для серьезного производства металла?
Коул2534
Алмаз
#9
FWIW, согласно работающим инженерам-электрикам, NEC не устанавливает ограничений на количество конечных устройств, которые могут быть размещены в цепи (по крайней мере, в контексте этого разговора).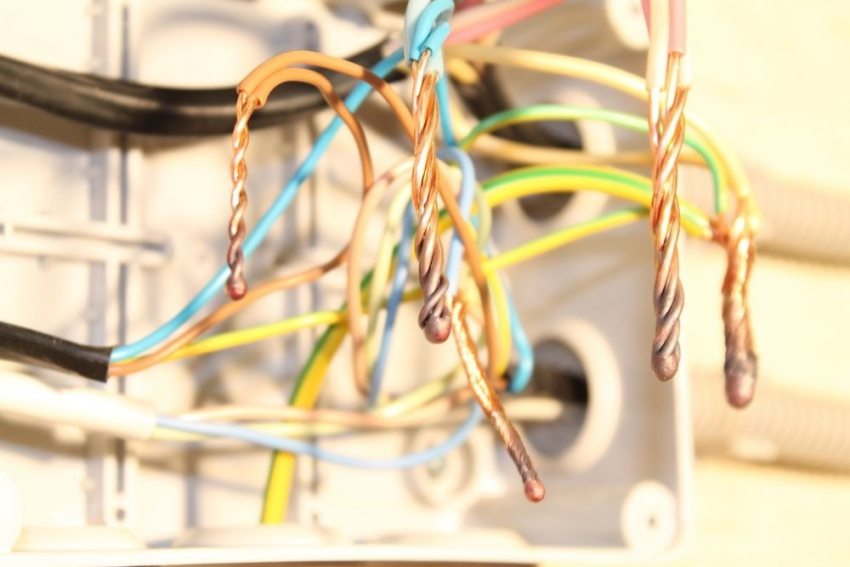
Отправлено с моего SM-G930R4 с помощью Tapatalk
Сварка электрических корпусов — KDM Steel
При сборке корпусов очень важно обеспечить надежную сварку, чтобы сохранить компьютеры и шкафы.
Электросварка корпуса представляет собой тип технологии изготовления, который включает сплавление двух или более деталей вместе с помощью тепла или давления, или того и другого.
Это искусство нагревания металлов до точки плавления и обеспечения плавления деталей и присадочного металла.
В идеале сварка представляет собой разнообразную технологию, охватывающую различные процессы.
Сварка
- Основные виды услуг по сварке электрических корпусов в KDM Steel
- Факторы, которые делают сварку стальных электрических корпусов KDM уникальной
- Как KDM Steel обрабатывает сварные швы
- видов сварки стали КДМ материала для электрических приложений
- Общие газовые смеси для услуг по сварке электрических корпусов
- Почему вы должны рассмотреть сталь KDM для услуг по сварке электрических корпусов
Основные виды услуг по сварке электрических корпусов в KDM Steel
KDM Steel имеет многолетний опыт сварки различных сложных и простых электрических корпусов.
У нас есть квалифицированная рабочая сила, которая предоставляет полный спектр услуг по сварке этих деталей. В частности, мы предлагаем следующие виды услуг по сварке электрических корпусов;
MIG (металлический инертный газ)
В этом процессе используется электрод из сплошной проволоки, непрерывно подаваемый через сварочный пистолет.
Сварочная горелка срабатывает для подачи плавящегося электрода. Это приводит к образованию электрической дуги между электродом и нагревом основного материала, что приводит к его расплавлению и соединению.
TIG (вольфрамовый инертный газ)
Это процесс сварки, в котором используется неплавящийся вольфрамовый электрод для нагрева основного материала с образованием расплавленной сварочной ванны.
Металлический сварной шов без присадок может быть получен путем сплавления двух кусков металла вместе.
В расплавленную ванну можно добавить внешний присадочный стержень, чтобы сформировать сварной шов и улучшить механические свойства.
Стержень
Это технология сварки, в которой используется электрод (сварочный стержень) для подачи электрического тока и подачи электрического тока и получения большей части металла сварного шва.
Сварочная проволока состоит из сердечника, покрытого флюсом. Электрическая дуга образуется в зазоре, когда цепь под напряжением и наконечник электрода касаются заготовки и отводятся
Fluxcore
В этом процессе сварки используется электрод с непрерывной подачей и трубчатая проволока, заполненная флюсом, а не сплошная проволока.
Существует два типа сварки порошковой проволокой; самозащитный и двойной экран.
Вариант с самозащитой почти не требует помощи внешнего экрана защитного газа. Вместо этого он использует флюс для защиты расплавленных сварочных ванн.
Вместо этого он использует флюс для защиты расплавленных сварочных ванн.
Вариант с двойной защитой использует флюс и внешний защитный газ для защиты расплавленной сварочной ванны.
Лазер
Это процесс соединения электрических корпусов с использованием лазера для получения концентрированного тепла, подходящего для сварки в курганах, глубоких сварных швов и высокой скорости соединения.
Лазерная сварка легко автоматизируется, что делает ее идеальной для крупносерийного производства.
Факторы, которые делают сварку стальных электрических корпусов KDM уникальной
Сварные электрические корпуса
Проще говоря, сталь KDM предлагает невероятно быстрые услуги по сварке всех ваших решений по сварке электрических корпусов.
Мы предлагаем широкий выбор вариантов сварки, в том числе упомянутые выше.
Таким образом, можно легко выбрать правильную технику на основе конкретных желаемых результатов и других факторов, таких как основной материал.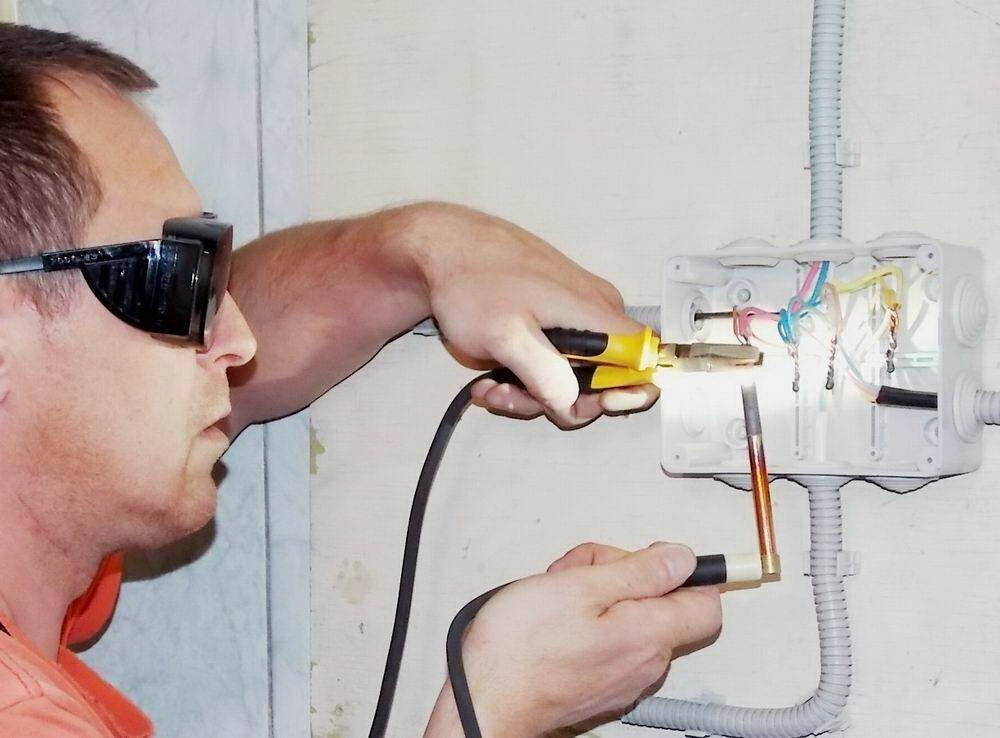
Мы обладаем исключительным опытом в этой отрасли, предоставляя различные услуги по сварке электрических корпусов.
В течение многих лет компания KDM Steel интегрировала различные технологии, чтобы обеспечить соответствие промышленным требованиям.
По сути, это позволило компании вырасти и стать одной из самых востребованных на рынке сварочных решений.
Общее качество изготовления, которое мы предлагаем в KDM Steel для ваших электрических шкафов, безупречно.
Проще говоря, мы свариваем электрические шкафы с гладкими и безупречными поверхностями, придающими снаружи чистый и полированный вид.
Все крепежные детали и следы сварки на наших электрических шкафах защищены внутри.
Наши услуги по сварке корпусов обеспечивают соответствующую фиксацию всей поверхности крепежа. Конечно, это важно, поскольку создает безопасные и даже сейсмостойкие электрические шкафы.
Самое главное, KDM Steel предлагает доступные сварочные решения для различных электрических шкафов.
Как KDM Steel выполняет отделку сварных швов
В идеале различные задачи по сварке электрических корпусов имеют разные требования.
Однако сварщики KDM Steel часто шлифуют, полируют и удаляют окалину со сварных швов.
Подготавливаем свариваемую поверхность к покраске, после завершения сварочного процесса грунтуем подготовленные электрические шкафы.
Тем не менее, окончательные требования к дизайну основываются на индивидуальных предпочтениях заказчика.
Типы материала Сварка стали KDM для электрических шкафов
В KDM Steel вы можете найти электрические шкафы, изготовленные из различных основных материалов.
Конечно, выбор часто основывается на конкретных потребностях и предпочтениях клиента.
Однако мы гарантируем, что предоставляем услуги по сварке электрических корпусов как для обычных, так и для более экзотических металлов.
Вот некоторые из разновидностей, которые наши сварщики имеют опыт изготовления для этих компонентов;
- Алюминий
- Низкоуглеродистая сталь
- Нержавеющая сталь
- Быстрорежущая сталь
- Сплавы воздушной закалки
- Сплавы для закалки в масле
- Титан
- Хром-молибден
- Инконнель
- Порошки металлов
- Ударопрочные металлы
Обычные газовые смеси для сварки электрических шкафов
KDM Steel предлагает широкий выбор вариантов идеальной газовой смеси для сварки электрических шкафов.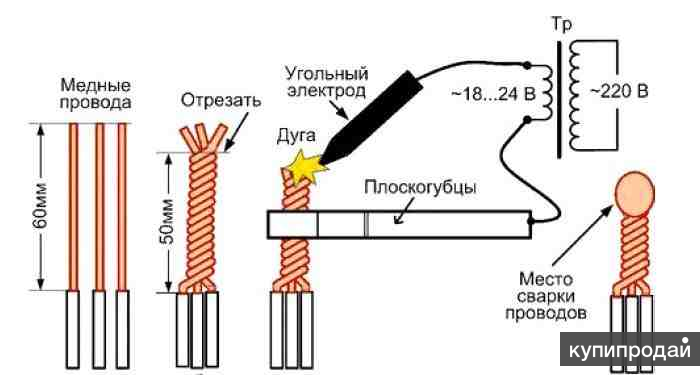 Некоторые из этих вариантов включают следующее;
Некоторые из этих вариантов включают следующее;
100% CO 2 – Обеспечивает максимальное проникновение и высокий уровень разбрызгивания. Кроме того, у этого газа несколько самая низкая цена.
75 % аргона, 25 % CO 2 – Относительно дорогой и часто используется для сварки небольших электрических корпусов и сопутствующих услуг.
Дает более низкий уровень разбрызгивания и более плоский наплавленный валик, чем 100 % CO 2.
85 % аргона, 15 % CO проникновение.
Эта газовая смесь подходит для изготовления электрических корпусов с использованием более тяжелых пластин. Его можно использовать в режимах короткого замыкания, распыления, импульсного и шаровидного переноса.
90 % аргона, 10 % CO 2 – Относительно дорогой продукт, обладающий хорошей проникающей способностью и уровнем разбрызгивания для различных стальных электрических корпусов.
Почему вам следует выбрать KDM Steel для услуг по сварке электрических корпусов
KDM Steel уже более 10 лет предоставляет экспертные решения для сварки электрических корпусов.