паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Содержание
- Преимущество пайки перед остальными способами соединений
- Пайка проводов
- Выбор мощности паяльника
- Тип припоя паяльника
- Защита места пайки от окисления. Флюс
- Технология пайки и лужения
- Пайка с помощью тигля и горелки
- Меры предосторожности во время пайки
- Чего категорические нельзя делать!
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.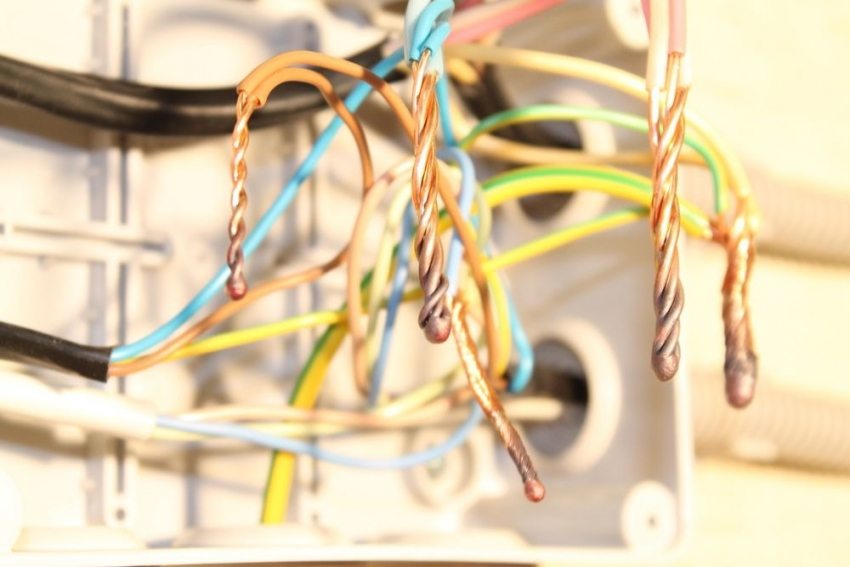
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте.
Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
 Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Рисунок 4. Облуживание жала паяльника
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Оцените качество статьи:
медные провода, скрутка, инструмент и припой
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения
Инструмент для снятия изоляции с проводов – стриппер
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Читайте также: Быстрорез Р6М5, Р18, Р9, Р9К5, Р12, Р3М3
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.

Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Технология сварки
Для сварки скруток проводов, изготовленных из меди, есть своя технология. О ней мы и расскажем далее. Для начала снимите верхнюю оболочку с провода. Если вы никогда этого не делали, то просто возьмите ножницы или нож, зрительно отмерьте 3-4 сантиметра от конца провода и подрежьте оболочку. Затем легким движением стяните ее вверх. Провода должны оголиться.
Оголенные провода нужно скрутить. Общая длина скрученных проводов должна быть не менее 2.5 сантиметров. Затем подключите зажим и массу, чтобы спайка медных проводов инвертором стала возможна. Далее настройте ваш сварочный аппарат для сварки скруток. Выставьте силу тока и мощность. Оставьте электрод прогреться.
Дальнейшие действия ничем не отличаются от обычной сварки. Единственное отличие — длительность работ. Электрод нужно направить на провод в течении нескольких секунд, а затем убрать. Этого достаточно для образования соединения. Если передержать, то медь просто расплавится и у вас ничего не получится. А если продержать электрод долю секунды, то соединение будет пористым и непрочным. Словом, здесь важна сноровка.
Этого достаточно для образования соединения. Если передержать, то медь просто расплавится и у вас ничего не получится. А если продержать электрод долю секунды, то соединение будет пористым и непрочным. Словом, здесь важна сноровка.
Вот и все. Сварка медных проводов своими руками не так сложна, как может показаться новичку. Самое главное — правильно настроить аппарат и подобрать время сварки. Чем больше вы будете практиковаться, тем лучше будет результат.
Пайка проводов
Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.
Попутно рассмотрим различные припои, от тугоплавких до мягких.
ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.
Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.
ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | — | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | — | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | — | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | — | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
Отечественные сварочники:
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
Импортные инверторы:
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
 Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Защита места пайки от окисления
Флюс для пайки
Для защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).

Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Технология пайки и лужения
Простой способ лужения
Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Пайка с помощью горелки и тигля
Приспособление для спайки проводов
Если предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем.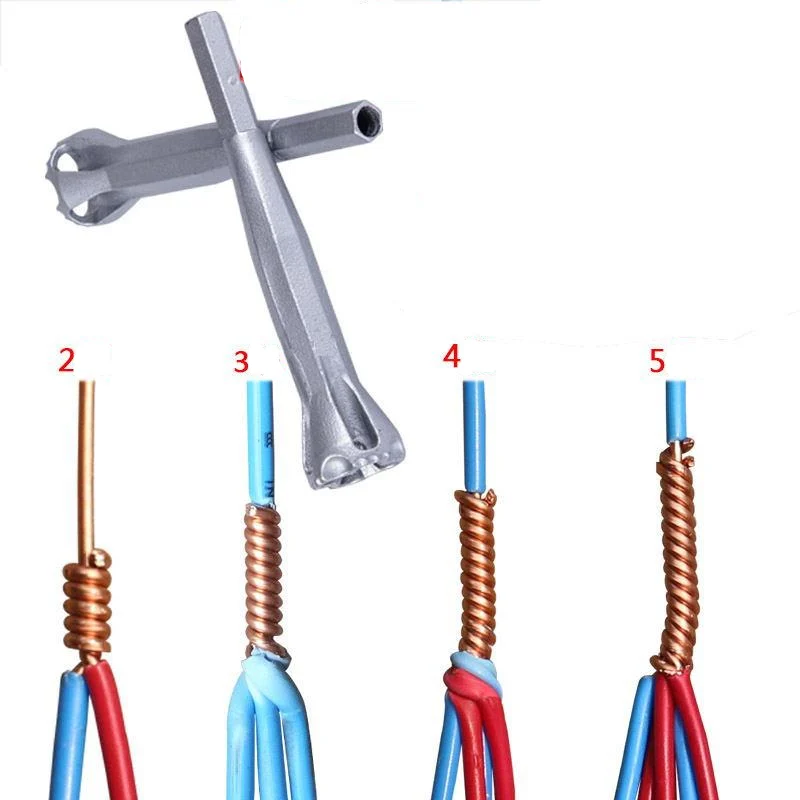 Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
Читать также: Как подсоединить цифровую приставку к старому телевизору
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
электрические — Могу ли я припаять 12/2 Romex, чтобы удлинить провод на 5 футов?
спросил
Изменено
3 года, 10 месяцев назад
Просмотрено
7к раз
Я уверен, что это будет раскритиковано богами кода, но БЕЗОПАСНО ли припаивать провода к кабелю Romex для его удлинения? Очевидно, я бы заземлил цепь как обычно, просто пытаясь избежать другой распределительной коробки. Буду ли я термоусаживать каждый отдельный провод, а затем и внешнюю оболочку? Спасибо за любой совет
Буду ли я термоусаживать каждый отдельный провод, а затем и внешнюю оболочку? Спасибо за любой совет
- электрика
- пайка
5
Они производят комплекты для сращивания Romex, которые утверждают, что они разрешены для ремонта внутри готовой стены без распределительных коробок. Пайка — это абсолютно неправильный способ, и обычные проволочные гайки его не перережут. Вам нужна механическая застежка, рассчитанная и проверенная для работы.
4
Ну, на самом деле они производят одобренное устройство для сращивания Romex вне распределительной коробки.
Тем не менее, пайка имеет очень специфические требования для сращивания «всухую» заранее, еще до нанесения припоя (это гораздо больше, чем вы думаете, потому что это затрудняет лужение!) Соединение сращивания должно быть механически и электрически завершить, прежде чем вы даже начнете паять. Это указано в NEC 110.14b.
Это указано в NEC 110.14b.
Затем необходимо обернуть и уложить изоляцию особым образом. Я мог видеть, где термоусадочная трубка может быть вариантом, но любые острые точки на получившемся соединении будут иметь тенденцию протыкать термоусадочную трубку, поэтому я бы честно сделал 2-3 слоя ее поверх фрикционной ленты. Фрикционная лента делает то, чего не делает изолента, а именно защищает изоляцию от физического повреждения углами в месте соединения.
Это кустарное ремесло, именно поэтому электрики ученичество . В прошлый раз, когда я это делал, это заняло полчаса (на провод), и я до сих пор не уверен, что это правильно.
Это не детские шутки. Помимо того факта, что вы должны получать разрешения и проводить проверки… пожары расследуются. Если выяснится, что это ваша халатность, страховка от пожара не оплатит. Затем ипотечный кредитор назовет записку.
Каждый фрагмент кода, который я когда-либо видел, как я в конце концов обнаружил, имел очень веские причины для того, чтобы быть таким. Кодекс написан кровью и пеплом, это коллективное знание о том, как не иметь проблем излишне .
Кодекс написан кровью и пеплом, это коллективное знание о том, как не иметь проблем излишне .
За редким исключением, я никогда не видел нарушения кода, которое к тому же было бы безопасным. Эти исключения могут быть согласованы с вашим AHJ.
10
Сделайте шаг назад и задумайтесь. Правильный способ сделать это будет состоять из трех отдельных компонентов: (а) проволочные гайки, (б) коробка и (в) доступ за съемной лицевой панелью. Последнее из них, по-видимому, вызывает проблемы в этом случае. Зачем менять два других компонента? Если вы решили, что поставите под угрозу соответствие кода, почему бы не сделать минимально возможное отклонение?
Если бы я ремонтировал дом и нашел коробку, спрятанную за гипсокартоном, но это была бы закрытая коробка, разрешенная законом, и соединения были должным образом скреплены гайками, я бы сказал, что кто-то был ленив, и я бы этого не сделал. это, но я понимаю , и я действительно не мог сказать, что был создан функциональный риск. Если бы я нашел паяные соединения, обернутые термоусадкой, я бы сказал, что кто-то изо всех сил старался показать пренебрежение к коду, всем существующим методам и безопасности.
Если бы я нашел паяные соединения, обернутые термоусадкой, я бы сказал, что кто-то изо всех сил старался показать пренебрежение к коду, всем существующим методам и безопасности.
И дело не только в том, что кодировщики не знали о припое. Оказывается, в условиях сильного тока короткого замыкания припой может расплавиться или даже испариться очень быстро, не оставляя вам пути к земле или высокоомному соединению. Оба очень плохие.
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Как паять провода
Соединение проводов и многое другое с наконечниками для пайки для начинающих
К
Ли Валлендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также более 13 лет дает советы по благоустройству дома.
Узнайте больше о The Spruce’s
Редакционный процесс
Обновлено 18.11.22
Рассмотрено
Ларри Кэмпбелл
Рассмотрено
Ларри Кэмпбелл
Ларри Кэмпбелл — подрядчик-электрик с 36-летним опытом работы в области электропроводки в жилых и коммерческих помещениях. Он работал техником-электронщиком, а затем инженером в IBM Corp., является членом Наблюдательного совета Spruce Home Improvement Review Board.
Узнайте больше о The Spruce’s
Наблюдательный совет
ХМВарт / Getty Images
В этой статье
Прежде чем начать
Инструкции
Пайка электрических компонентов
Часто задаваемые вопросы
Обзор проекта
Научиться паять провода важнее, чем когда-либо.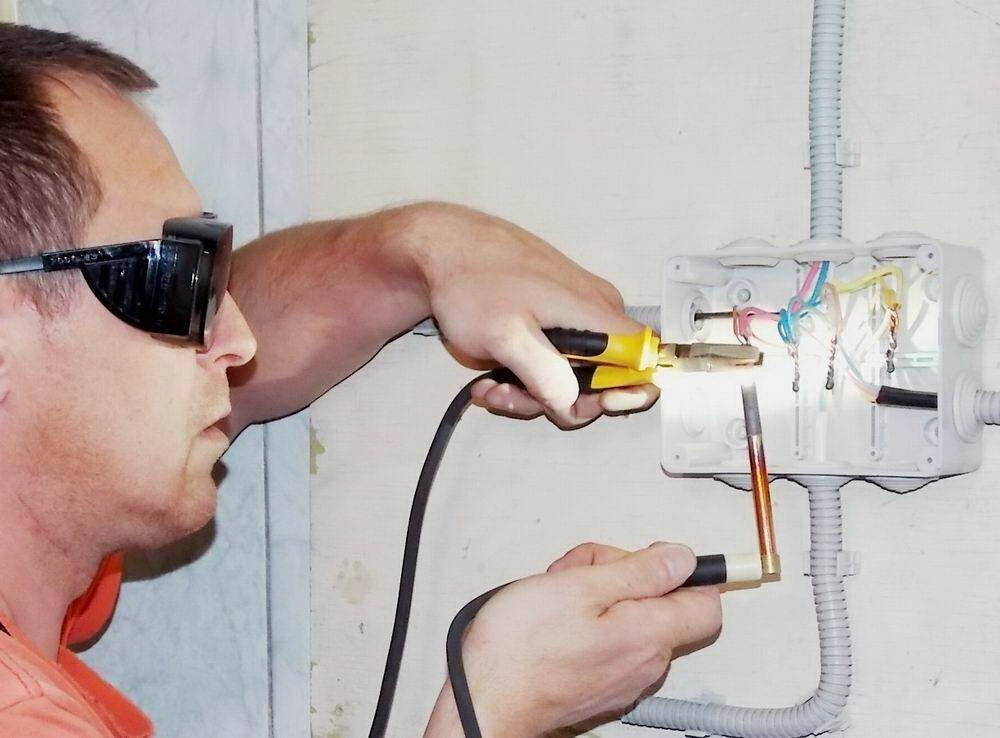 Домовладельцы все чаще берутся за ремонт бытовой техники, такой как посудомоечные машины и холодильники. Когда вы знаете, как паять, вам больше не нужно выбрасывать небольшие приборы, такие как электрические чайники, когда они выходят из строя. При наличии терпения и небольшой практики вы сможете научиться припаивать провода к печатным платам, металлическим разъемам и переключателям для ремонта, а также для забавных проектов.
Домовладельцы все чаще берутся за ремонт бытовой техники, такой как посудомоечные машины и холодильники. Когда вы знаете, как паять, вам больше не нужно выбрасывать небольшие приборы, такие как электрические чайники, когда они выходят из строя. При наличии терпения и небольшой практики вы сможете научиться припаивать провода к печатным платам, металлическим разъемам и переключателям для ремонта, а также для забавных проектов.
В этом простом проекте вы будете спаивать открытые концы двух многожильных медных проводов с пластиковым покрытием. Для выполнения этой задачи не требуется специальных навыков. Поскольку материалы, необходимые для пайки проводов, очень недороги, у вас будет достаточно возможностей попрактиковаться на обрезках проводов, прежде чем делать окончательное паяное соединение.
Прежде чем начать
Вместо того, чтобы покупать отдельные компоненты для пайки, вы можете приобрести паяльную станцию, которая включает в себя паяльник, подставку и очиститель жала. Поскольку вся станция подключается к розетке, снижается нагрузка на шнур паяльника. Это важно для облегчения деликатных движений рук при пайке.
Поскольку вся станция подключается к розетке, снижается нагрузка на шнур паяльника. Это важно для облегчения деликатных движений рук при пайке.
Свинцовый припой 60/40, состоящий из 60% олова и 40% свинца, уже давно используется для пайки. Это безопасно при правильном обращении. Для максимальной безопасности выбирайте бессвинцовый припой, состоящий на 99,3 % из олова и на 0,7 % из меди.
Убедитесь, что ваше рабочее место хорошо проветривается, особенно при работе с припоем на основе свинца. Поскольку жала паяльников могут нагреваться от 600 до 800 градусов по Фаренгейту, работайте на негорючей поверхности; расплавленный припой может капать. При работе с припоем на основе свинца обязательно тщательно мойте руки после работы с припоем. Используйте защитные очки при работе с припоем, независимо от его типа.
Оборудование/инструменты
- Паяльник
- Наконечники паяльника
- Губка и вода
- Подставка под паяльник
- Тепловая пушка
- Инструмент для зачистки проводов
- Защита глаз
Материалы
- Припой на основе канифоли 60/40
- Флюсовая паста из канифоли
- Термоусадочная трубка
Как паять провода
Зачистите провода
Снимите 1/2 дюйма пластикового покрытия с проводов с помощью инструмента для зачистки проводов.
Старайтесь не оставлять слишком много или слишком мало пластикового покрытия. Снятие слишком небольшого количества пластикового покрытия будет препятствовать пайке. Удаление слишком большого количества пластикового покрытия обнажит чрезмерное количество медной проволоки и потребует от вас использования большего количества термоусадочных трубок. Обязательно используйте правильный калибр на инструменте для зачистки проводов, чтобы случайно не отрезать жилы провода.Добавьте термоусадочную трубку
Найдите трубку наименьшего диаметра, которая подойдет к проводу с пластиковым покрытием. Если вы выберете слишком большую трубку, она не уменьшится до нужного размера. Что касается длины, трубка должна покрывать место соединения плюс еще 1/2 дюйма на каждом конце. Наденьте термоусадочную трубку на провод и опустите ее примерно на фут.
Присоединитесь к проводам
Аккуратно снимите кожу с отдельных прядей проволоки. Сдвиньте провода навстречу друг другу, сцепив нити.
Свободно скрутите сплетенные провода. Если вы скрутите провода слишком туго, припой не сможет проникнуть внутрь. Тем не менее, соединение должно оставаться меньше в диаметре, чем термоусадочная трубка.Расположение проводов
Расположите провода так, чтобы они возвышались над рабочей поверхностью. Плоско лежащие провода могут прилипнуть к поверхности из-за припоя. При необходимости можно использовать зажимы типа «крокодил» или даже бытовые металлические пружинные зажимы, чтобы приподнять провода.
Добавьте флюс канифоли
Аккуратно натрите небольшое количество канифольной флюсовой пасты на соединенные провода так, чтобы вся медь была покрыта. Флюс представляет собой материал, изготовленный из синтетической смолы или сосновой смолы. Припойная проволока обычно имеет флюс в своей сердцевине, поэтому, хотя вам может не понадобиться дополнительный флюс канифоли для пайки проводов, настоятельно рекомендуется использовать его из-за его многочисленных преимуществ.
Использование флюса поможет втянуть припой в проволочные жилы сетки для более чистого и прочного соединения, а также поможет уменьшить окисление.Подготовка к пайке
Подключите и включите паяльник. Разверните примерно шесть дюймов припоя так, чтобы конец был открыт и готов к использованию.
Жало
Пока паяльник нагревается, потрите жало о влажную губку, чтобы удалить предыдущее окисление. Для нового разогрева паяльника в первый раз в этом нет необходимости.
Припаять провода
Прикоснитесь нагретым жалом паяльника к месту соединения проводов. Крепко удерживайте наконечник на месте в течение нескольких секунд, чтобы нагреть проволоку. Слегка прикоснитесь открытым концом припоя к соединению провода. Тепло должно привести к тому, что припой мгновенно расплавится и втянется в сплетенные нити.
Термоусадочная трубка
После того, как припой полностью остынет, наденьте на соединение термоусадочную трубку.
 Старайтесь не оставлять слишком много или слишком мало пластикового покрытия. Снятие слишком небольшого количества пластикового покрытия будет препятствовать пайке. Удаление слишком большого количества пластикового покрытия обнажит чрезмерное количество медной проволоки и потребует от вас использования большего количества термоусадочных трубок. Обязательно используйте правильный калибр на инструменте для зачистки проводов, чтобы случайно не отрезать жилы провода.
Старайтесь не оставлять слишком много или слишком мало пластикового покрытия. Снятие слишком небольшого количества пластикового покрытия будет препятствовать пайке. Удаление слишком большого количества пластикового покрытия обнажит чрезмерное количество медной проволоки и потребует от вас использования большего количества термоусадочных трубок. Обязательно используйте правильный калибр на инструменте для зачистки проводов, чтобы случайно не отрезать жилы провода. Свободно скрутите сплетенные провода. Если вы скрутите провода слишком туго, припой не сможет проникнуть внутрь. Тем не менее, соединение должно оставаться меньше в диаметре, чем термоусадочная трубка.
Свободно скрутите сплетенные провода. Если вы скрутите провода слишком туго, припой не сможет проникнуть внутрь. Тем не менее, соединение должно оставаться меньше в диаметре, чем термоусадочная трубка. Использование флюса поможет втянуть припой в проволочные жилы сетки для более чистого и прочного соединения, а также поможет уменьшить окисление.
Использование флюса поможет втянуть припой в проволочные жилы сетки для более чистого и прочного соединения, а также поможет уменьшить окисление.